



PDF
0.4
MB

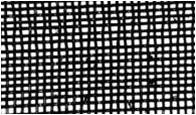
Particle Size and Shape of Abrasives
Many abrasives are either natural or synthetic minerals used to shape or finish a work piece through rubbing which leads to part of the piece being worn away. They are used in a wide range of domestic and industrial applications, giving rise to a wide range of chemical composition, physical size, and shape of the abrasive material. This study utilizes automated image analysis to quantify the size and shape of various abrasive materials.










