The Fight to Protect the Oceans and Marine LifeBenjamin de Jourdan is on a mission – to protect economically important marine species from oil spills and other toxins. He uses a HORIBA Aqualog spectrofluorometer to characterize the spills and formulate mitigation strategies.
Detecting early signs of cancer with Raman microscopyUnveiling the secrets of cancer's early whispers: join Professor Fiona Lyng on a journey of Raman microscopy to detect precancerous signs before it's too late.
解决碳纳米管精准测量难题在碳纳米管制造过程中,建立合理的分散方法以及质量评价体系,对提高其性能和产率十分必要。本文是关于日本国家先进工业科学技术研究所(AIST)的Toshiya Okazaki博士的采访稿,他使用 HORIBA CN-300 离心式纳米粒度分析仪表征碳纳米管。
A giant leap in fuel cell engineeringRead about Associate Professor Takashi Sasabe at the Tokyo Institute of Technology who is developing fuel cell systems with higher efficiencies.
MXenes在拉曼光谱学的帮助下彻底改变了纳米技术Yury Gogotsi 博士是 MXenes(读音为“maxines”)的共同发明人。总之,它被认为二维纳米材料和材料科学的下一次飞跃式发展,具有数不胜数的优势,如大功率的能量储存(想想汽车电池在几分钟内充电),金属导电性,可穿戴技术所需的灵活性和透明度。
XRF 如何帮助发现火星生命的隐藏线索火星上有生命吗? 我们很快就会发现,2020 年火星探险队于 2020 年 7 月 30 日发射,将使用 XRF 探索古老的湖床以寻找生命迹象。 它可能会改变我们对宇宙进化的看法。
火眼金睛!拉曼光谱让药品造假原形毕露马克·威特科夫斯基是一名药品检测方面的研究人员,如今在美国食品药品监督管理局(FDA)担任化学分析师,他的主要工作就是使用拉曼光谱作为检测手段,检测食物、药物和膳食补充剂,以确保其未受污染或造假。
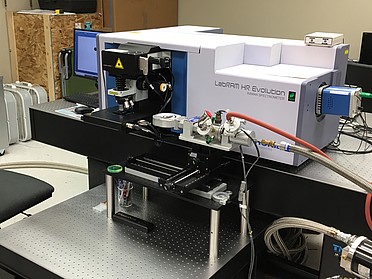
开放兼容,切换自如 —— SMS助跑太阳能电池材料研究科学家预测,下一代太阳能电池将变得更小巧轻便,高效耐用。来自科罗拉多州立大学自然科学学院的化学系助理教授Justin Sambur博士,正带领他的团队深入研究用于太阳能电池的超薄半导体材料。在纳米技术的帮助下,研究团队通过HORIBA SMS显微光谱测量系统将多种类型的分析技术添加到标准显微镜中,实现拉曼光谱、光致发光、反射率和光电流测试。他们对材料结构和器件转换效率之间的关系有了更深入的了解。
光动力学疗法抗癌新突破——新型近红外光敏剂马萨诸塞大学韩刚博士就在这一方面做出了突破,他成功制备出一种新的近红外光敏剂。这种光敏剂能够穿透深层组织,解决光动力学疗法穿透能力差的问题,同时还提高了光敏剂的反应效率
在HORIBA技术的帮助下酿造精品葡萄酒这些令人垂涎的品质不是偶然产生的,而是葡萄酒发酵过程中的多种酚类化合物组合的结果,我们可以通过对葡萄特征参数的控制,酿造出不同品质和口感的葡萄酒,但是这一过程,却是艰难而又昂贵的。