PDF
1.55
MB

Applications of Turbidity Measurement in Dairy Processing

Turbidity measurements have become an indispensable tool in the dairy industry, providing valuable insight into production processes as well as being a check for quality assurance. Boasting ease-of-use in a compact form factor, the TB220 is well-positioned as a valuable asset to dairy processors looking to safeguard their production and ensure product quality, amidst the constant growing demands on the food industry.
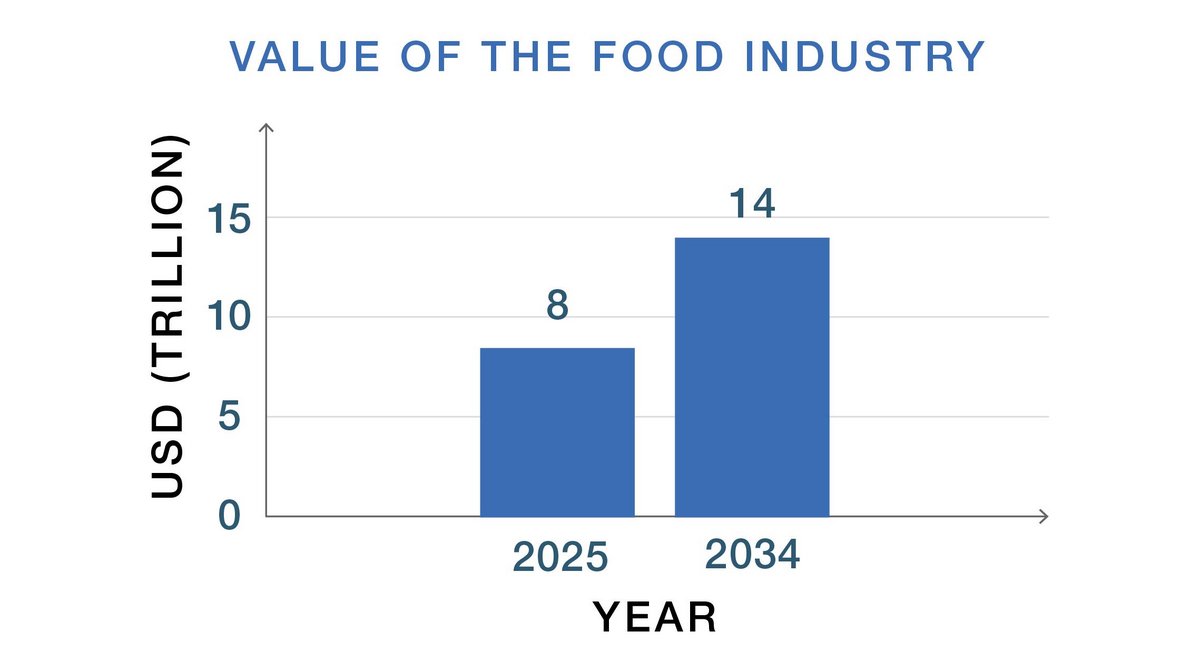
The food industry is essential to daily life, providing the food needed for health and well-being. It encompasses the entire food supply chain, from agriculture and livestock farming to food processing, distribution, and retail1. As one of the world’s largest economic sectors, it was valued at over USD 8 trillion in 2025 and is projected to reach USD 14 trillion by 20343.
Figure 1: Valuation of the Food Industry, in USD trillions
This growth is driven by population increases and changing consumer preferences, particularly for healthier, more convenient, and sustainable products2. As a result, food safety has become increasingly important, as safety failures can harm both public health and a company’s reputation4. To improve food safety, particularly in beverage and liquid ingredient production, manufacturers often monitor product turbidity.
Turbidity measures liquid clarity, with higher turbidity indicating greater cloudiness caused by suspended particles. In food production, turbidity monitoring helps identify filtration issues and potential quality problems, enabling early detection of filter wear or blockages. This helps prevent contamination, maintain product quality, and reduce the risk of costly recalls and reputational damage.
A common use of turbidity measurement in the food industry is dairy processing. During milk production, filtration and separation systems remove solids and contaminants5. Turbidity monitoring allows processors to assess filtration performance, differentiate product streams, and detect contamination or process deviations in real time. Unusual turbidity levels can provide early warning of process issues, enabling prompt corrective action to maintain product quality, ensure food safety, and reduce product loss5.
Measured in Nephelometric Turbidity Units (NTU), HORIBA’s TB220 turbidity meter provides fast and reliable turbidity measurements for process monitoring and quality control. In dairy processing, it helps evaluate filtration performance and detect abnormal turbidity levels that may indicate contamination or process deviations. Its ratiometric measurement principle minimizes optical noise and external interference, delivering consistent results while supporting product quality, reducing costs, and minimizing unplanned downtime5.
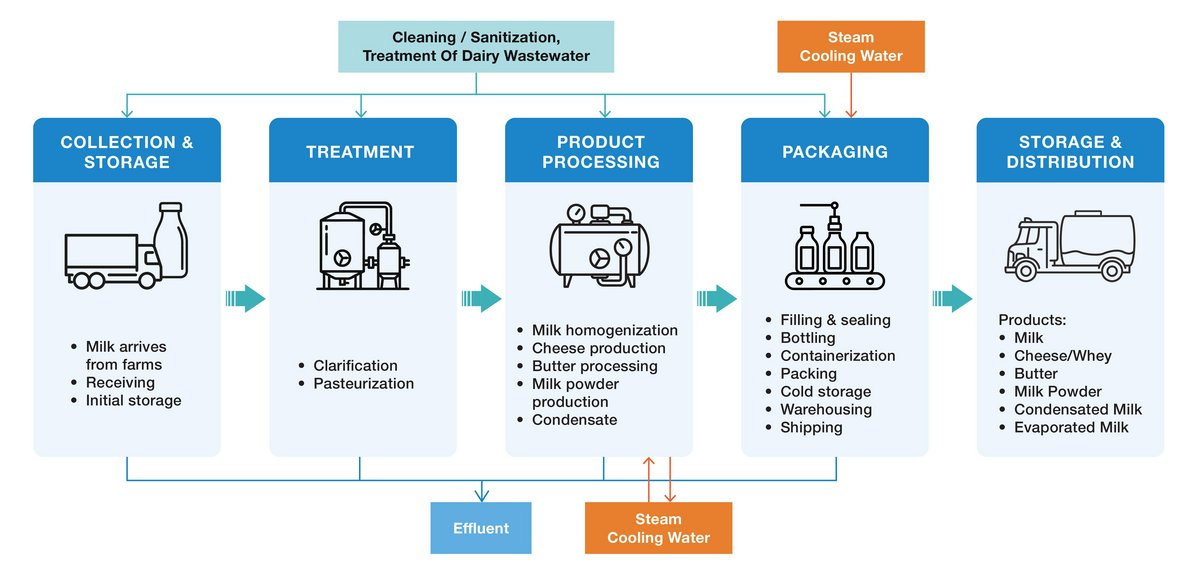
Figure 2: Example of Process Flow in Dairy Manufacturing
The TB220 was calibrated using the supplied standard solutions according to the manufacturer’s guidelines. If a calibration reading differs by more than ±10% of the standard value (or ±0.03 NTU for a 0.02 NTU standard), the solution should be replaced with a fresh standard.
Calibration was verified using a calibration check, with acceptable readings within ±2% of the 20, 100, and 800 NTU standards, and within ±0.02 NTU of the 0.02 NTU standard.
Sample vials were pre-rinsed, filled to the marked line, and gently inverted 5–10 times before measurement. Vials were then inserted into the TB220 with alignment markers matched to ensure consistent and accurate results.
The TB220’s portable design enabled turbidity measurements at various stages of milk production, including intake, separation, filtration, and effluent monitoring. This eliminated the need to transport samples to a laboratory, reducing sample handling and minimizing condition-related changes that could affect measurement accuracy and consistency6.
Illustration of Using the TB220 for Turbidity Measurements
Turbidity monitoring supports quality control, process performance, and food safety in dairy processing5. Table 1 shows effluent turbidity before and after treatment to confirm compliance for discharge.
Table 1: Turbidity monitoring of dairy wastewater from a dairy production plant7
| Turbidity (NTU) | |
| Raw dairy wastewater | 1741 |
| Treated dairy wastewater | 1.47 |
Table 2 summarizes the approximate turbidity values of various milk samples at another dairy plant.
Table 2: Approximate turbidity values of various milk samples8
| Milk Samples | Turbidity (NTU) |
| Sample 1 | 92.00 |
| Sample 2 | 85.00 |
The TB220 enables effective turbidity monitoring throughout milk production, helping manufacturers improve efficiency, reduce costs, and maintain quality standards.
The TB220 features a rugged, portable design, a wide measurement range of up to 2000 NTU, and a user-friendly interface. Its portability enables on-site measurements, reducing sample handling and minimizing environmental factors that may affect accuracy6. These features make the TB220 a valuable tool for dairy processors as the importance of turbidity monitoring continues to grow alongside the demands of food production5.
| 1 | YM Packaging. (n.d.). Food industry: Characteristics, sectors and challenges. Retrieved April 21, 2026, from https://ympackaging.com/en/food-industry-characteristics-sectors-challenges/ |
| 2 | True Grade. (2024, January 10).2026 food & beverage industry market trends. https://truegradefoods.com/2026-food-beverage-industry-market-trends/ |
| 3 | The Business Research Company. (2024, January 25). Food and beverages market size to reach $9,225.27 billion by 2028. Yahoo Finance. https://finance.yahoo.com/news/food-beverages-market-size-reach-133000592.html |
| 4 | Compliance Executive (Food Division). (2024, October 10). Ensuring food safety in the beverage industry: Key challenges and solutions. Sustainable Futures Trainings. |
| 5 | Exner Process Equipment GmbH. (n.d.). Optical turbidity measurement in dairies. Ettlingen, Germany: Exner Process Equipment GmbH. Retrieved May 4, 2026, fromhttps://e-p-e.com/media/application_turbidity_sensors_for_dairies.pdf |
| 6 | Shi, M., Ma, J., & Zhang, K. (2022). The impact of water temperature on in-line turbidity detection. Water, 14(22), 3720.https://doi.org/10.3390/w14223720 |
| 7 | Życki, M., Barszcz, W., & Łożyńska, M. (2025).Treatment of dairy wastewater retentate after microfiltration: Evaluation of the performance of the system based on activated sludge and activated carbon. Membranes, 15(8), 237.https://doi.org/10.3390/membranes15080237 |
| 8 | Pasan, A. J. R. P., Prasantha, B. D. R., & Amarathunga, K. S. P. (2025). Relationship between milk stability and physico-chemical characteristics of raw milk of different breeds during storage at ambient temperature. Sri Lankan Journal of Biology, 10(1), 1–11. https://doi.org/10.4038/sljb.v10i1.174 |
Revision 0, 3 July 2026