Die Erstellung einer aussagekräftigen und produktspezifischen Partikelgrößenspezifikation erfordert Kenntnisse über deren Einfluss auf die Produktleistung sowie ein Verständnis dafür, wie die Ergebnisse für die jeweilige Messtechnik zu interpretieren sind. Dieser Abschnitt bietet Richtlinien zur Festlegung von Partikelgrößenspezifikationen für partikuläre Materialien – primär für die Laserbeugungsmethode, aber auch mit Informationen zur dynamischen Lichtstreuung (DLS) und Bildanalyse.
Verschiedene Partikelgrößen-Techniken berichten primäre Ergebnisse basierend auf Anzahl, Volumen, Gewicht, Oberfläche oder Intensität. Als allgemeine Regel sollten die Spezifikationen auf dem Format des Primärergebnisses für eine bestimmte Technik basieren. Laserbeugung erzeugt Ergebnisse basierend auf Volumenverteilungen, und jede Spezifikation sollte volumenbasiert sein. Ebenso sollte für DLS-Spezifikationen, Volumen für Siebung oder Laserbeugung und Zahl für Bildanalyse verwendet werden. Die Umwandlung in eine andere Basis wie Zahl – obwohl in der Software möglich – ist nicht ratsam, da erhebliche Fehler eingeführt werden. Die Ausnahme von dieser Richtlinie ist die Umwandlung eines zahlenbasierten Ergebnisses aus einer Technik wie der Bildanalyse in eine Volumenbasis (ref. 1). Der Fehler ist in diesem Szenario im Allgemeinen sehr gering.
Es mag zwar verlockend sein, die Partikelgrößenverteilung (PSD) und damit die Produktspezifikation durch eine einzelne Zahl darzustellen, doch ist dies in der Regel nicht ratsam. Fast immer kann ein einzelner Datenpunkt eine Verteilung von Datenpunkten nicht adäquat beschreiben. Dies kann leicht zu Missverständnissen führen und liefert keine Informationen über die Breite der Verteilung. Weniger erfahrene Anwender glauben möglicherweise, dass die „mittlere Partikelgröße“ eine Größenverteilung ausreichend beschreibt, doch dies impliziert, dass die Antwort auf einem berechneten Mittelwert basiert. Wenn man gezwungen ist, den Mittelpunkt einer Partikelgrößenverteilung durch eine einzelne berechnete Zahl darzustellen, ist es üblich, den Median und nicht den Mittelwert anzugeben. Der Median ist die stabilste Berechnung, die mittels Laserbeugung ermittelt wird, und sollte in den meisten Fällen für eine Einzelpunkt-Spezifikation verwendet werden.
Anstatt einen einzelnen Punkt der Verteilung als Spezifikation zu verwenden, empfiehlt es sich, weitere Größenparameter einzubeziehen, um die Verteilungsbreite zu beschreiben. Die Spannweite ist eine gängige Berechnungsmethode zur Quantifizierung der Verteilungsbreite: (D90 – D10) / D50. Allerdings wird die Spannweite selten als Bestandteil einer Partikelgrößenspezifikation angegeben. Üblicherweise werden zwei Punkte angegeben, die den gröbsten und den feinsten Bereich der Verteilung beschreiben. Dies sind typischerweise D90 und D10. Analog zu D50 beschreibt D90 den Durchmesser, bei dem 90 % der Verteilung eine kleinere und 10 % eine größere Partikelgröße aufweisen. Der Durchmesser D10 weist 10 % kleinere und 90 % größere Partikel auf. Eine Dreipunktspezifikation mit D10, D50 und D90 gilt als vollständig und für die meisten partikulären Materialien geeignet.
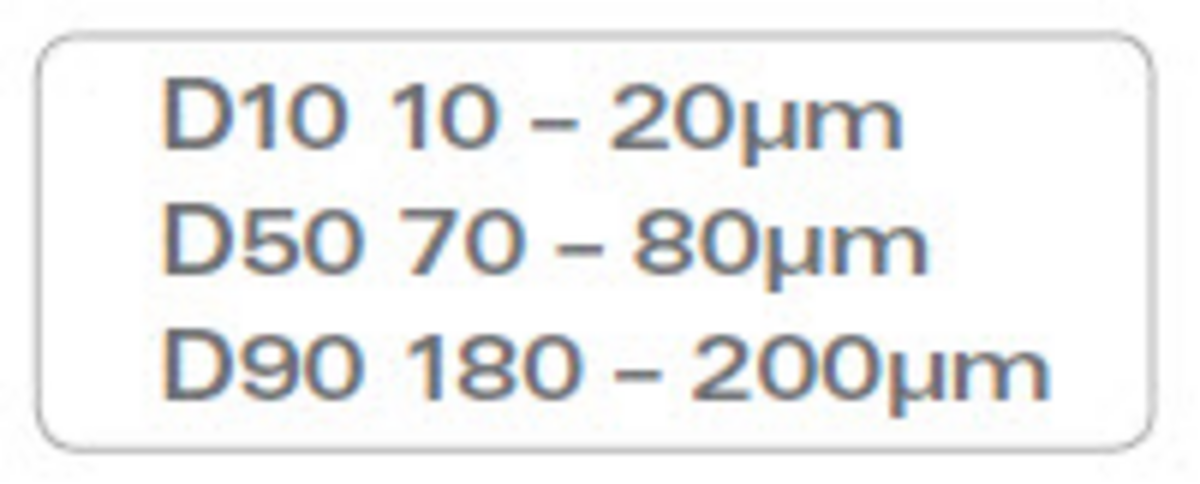
Wie diese Punkte formuliert werden, kann variieren. Einige Spezifikationen verwenden ein Format, bei dem die D10, D50 und D90 nicht größer als (NMT) einer angegebenen Größe sein dürfen.
Obwohl für jeden Punkt nur eine Größe angegeben ist, gibt es einen implizierten Bereich akzeptabler Größen (d. h. der D50 reicht zwischen 20 und 80 μm).
Alternativ kann ein Wertebereich explizit angegeben werden.
Dieser Ansatz definiert die akzeptable Größenverteilung besser, kann aber für viele Materialien als zu kompliziert empfunden werden.
Es mag auch verlockend sein, die Anforderung aufzunehmen, dass 100 % der Verteilung kleiner als eine gegebene Größe sein müssen. Das impliziert, dass der D100 berechnet wird, was nicht empfohlen wird. Das D100-Ergebnis (und in geringerem Maße das D0) ist die am wenigsten robuste Berechnung aus jedem Experiment. Jede kleine Störung während der Messung, wie eine Luftblase oder thermische Fluktuation, kann den D100-Wert erheblich beeinflussen. Außerdem sind die Statistiken zur Berechnung dieses Wertes (und anderer "extremer" Werte wie D99, D1 usw.) nicht so robust, da es möglicherweise nicht viele der "größten" und "kleinsten" Teilchen gibt. Angesichts der möglichen breiten Verbreitung der D100-Ergebnisse wird es nicht empfohlen, bei der Erstellung von Spezifikationen verwendet zu werden, bei denen angegeben wird, dass 100 % der Partikel unterhalb einer angegebenen Größe liegen.
Letztlich sollte die Raffinesse der Spezifikation davon abhängen, wie die Partikelgröße die Produktleistung beeinflusst. Da manche Leute nach der "durchschnittlichen Größe" fragen, ist es nicht überraschend, dass einige Spezifikationen auf einem mittleren Durchmesser basieren. Dieser Ansatz wird dadurch erschwert, dass mehrere Mittelwerte berechnet und im Ergebnis angegeben werden können (Ref. 2). Der häufigste Mittelwert bei der Verwendung von Laserbeugung ist der Volumenmittelwert, also D4,3. Das D4,3 ist sehr empfindlich gegenüber dem Vorhandensein großer Teilchen in der Verteilung. Es ist eine gute Idee, D4,3 in die Spezifikation einzubeziehen, wenn die Produktleistung empfindlich auf das Vorhandensein großer Partikel reagiert. Der andere gelegentlich verwendete Mittelwert ist der D3,2 oder der Oberflächenmittelwert. Dieser Wert wird typischerweise nur verwendet, wenn das Produkt ein Aerosol oder Spray ist.
Abbildung 1: Der Fehler scheint auf der Y-Achse aufgrund der Schmalheit des PSD übertrieben zu sein.
Weitere veröffentlichte Spezifikationen basieren auf dem Prozentsatz unter einer gegebenen Partikelgröße, wie zum Beispiel: 50 % unter 20 μm und 90 % unter 100 μm. Diese Art der Spezifikation basiert auf Punkten entlang der y-Achse (die Frequenzprozent angibt) im Gegensatz zur x-Achse (die den Durchmesser angibt) wie in den vorherigen Beispielen. Obwohl dieser Ansatz in vielen Spezifikationen verwendet wurde, ist es wichtig, den Unterschied zwischen der Verwendung der x (Größe) und y (Prozent) Achsen zu erkennen. Alle Messungen enthalten einen Fehler, der bei der Festlegung einer Spezifikation immer berücksichtigt werden sollte.
Im in Abbildung 1 gezeigten Beispiel ist der D50 100 μm mit einem Fehler von +/- 5 % auf der x-(Größen-)Achse. Dieser Fehler umfasst alle Quellen wie Probenahme und Probenvorbereitung. Der gleiche Fehler ergibt +/- 20 %, wenn man auf die y-(Prozent-)Achse überrechnet. Eine Angabe eines Fehlers von +/- 5 % ist attraktiver als +/- 20 %, selbst wenn der tatsächliche Fehlerbereich angegeben wird. Das Ausmaß, in dem der Fehler der y-Achse im Vergleich zur x-Achse übertrieben ist, hängt von der Steilheit der Verteilungskurve ab.
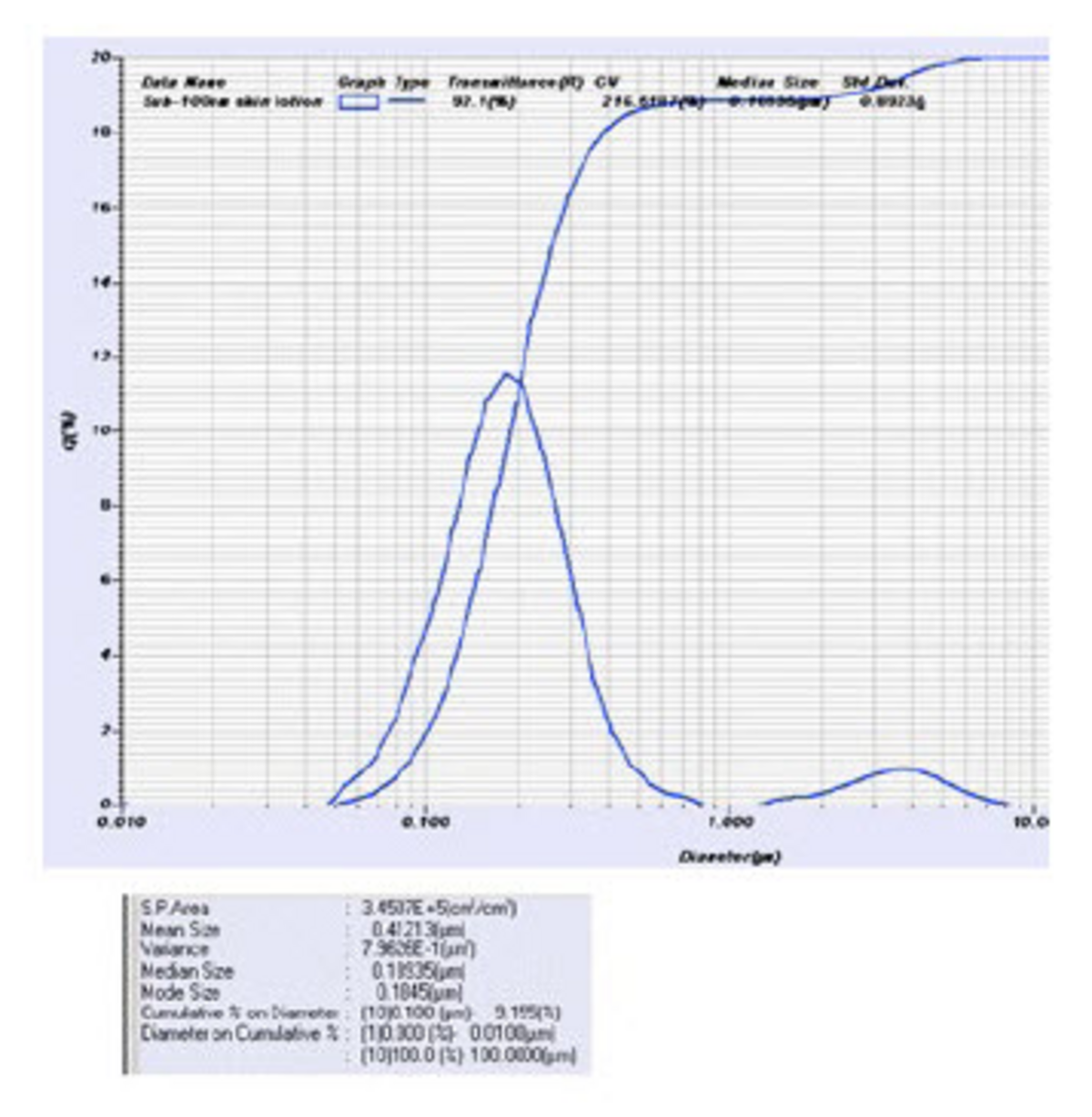
Abbildung 2: In diesem Beispiel wird der Prozentsatz des PSD bei 100 nm angegeben.
Es gibt Anwendungen, bei denen der Prozentsatz unter einer bestimmten Partikelgröße ein wichtiges Ergebnis ist. In letzter Zeit gab es Interesse an der Anwesenheit von "Nanopartikeln" (mindestens eine Dimension kleiner als 100 nm) in Produkten wie Kosmetika. Die Software, die das PSD berechnet, sollte in der Lage sein, den Prozentsatz unter jeder gewählten Größe leicht zu melden – in diesem Fall den Prozentsatz unter 100 nm (Abbildung 2). In der LA-960-Software wird dies als "Durchmesser im kumulativen %" angezeigt. Im untenstehenden Beispiel wird der Wert für Prozent unter 100 nm mit 9,155 % angegeben.
Mehrere Punkte sind erwähnenswert in Bezug auf die Festlegung einer Spezifikation für den Prozentsatz unter 100 nm, wie in diesem Beispiel speziell und generell für Submikron-Materialien. Die Partikelgrößenverteilung hängt von vielen Faktoren ab, einschließlich der Probenvorbereitungsmethode. Die Laserbeugungstechnik funktioniert am besten innerhalb eines bestimmten Partikelkonzentrationsbereichs. Dies erfordert manchmal, dass Proben verdünnt werden. In einigen Fällen kann diese Verdünnung den Zustand der Partikel verändern und die scheinbare Größenverteilung beeinflussen. Zusätzlich kann Ultraschallenergie eingesetzt werden, um die Dispersion von Agglomeraten zu verbessern, was das Ergebnis erheblich verändern kann.
Derzeit gibt es zwei international anerkannte Standards zur Verwendung von Laserbeugung: ISO 13320 (ref. 3) und USP<429> (ref. 4). Beide Standards besagen, dass die Proben mindestens dreimal gemessen werden müssen und die Reproduzierbarkeit den festgelegten Richtlinien entsprechen muss. Beachten Sie, dass dies drei unabhängige Messungen bedeutet (d. h. die Probe vorbereiten, die Probe messen, das Instrument entleeren und wiederholen). Der Variationskoeffizient (COV oder (std dev/mean)*100) für den Messsatz muss bei D50 und bei D10 und D90 unter 3 % liegen, um die Anforderungen von ISO 13320 zu erfüllen. Diese Richtlinien ändern sich auf weniger als 10 % am D50 und weniger als 15 % bei den D10 und D90, wenn man den Anforderungen von USP<429> folgt. Schließlich verdoppeln sich alle Richtlinien, wenn der D50 des Materials unter 10 μm liegt.
Obwohl empfohlen wird, die ISO- oder USP-Richtlinien zur Überprüfung der Reproduzierbarkeit zu befolgen, ist dies typischerweise Teil einer internen Spezifikation oder eines Verfahrens. Die potenziellen Kunden gezeigten Spezifikationen enthalten in der Regel keine Reproduzierbarkeitswerte.
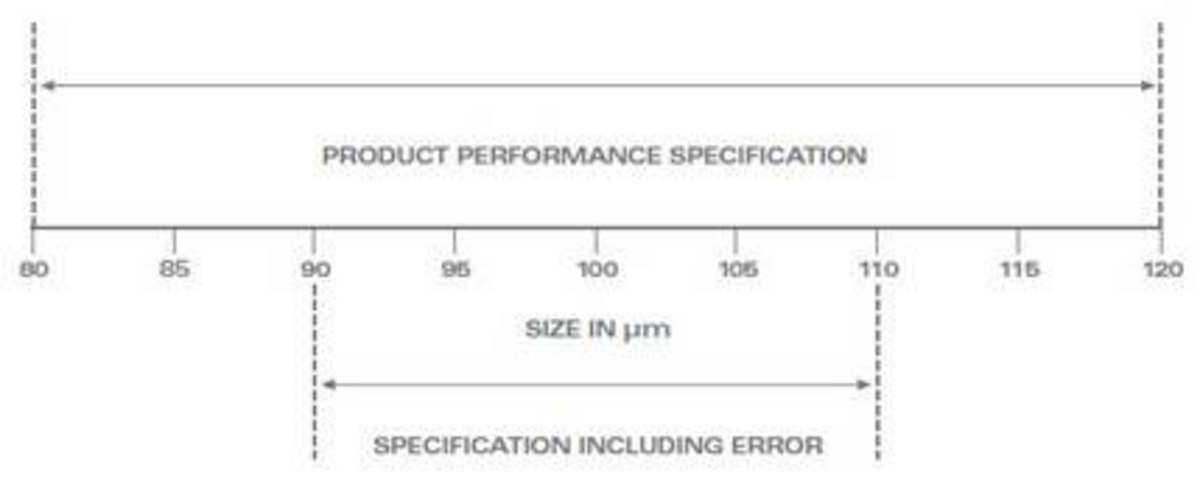
Abbildung 3: Wenn der Gesamtmessfehler +/- 10 % beträgt, muss die Spezifikation verschärft werden, um sicherzustellen, dass das Produkt innerhalb der Leistungsspezifikation bleibt.
Die oben diskutierten Reproduzierbarkeitsfehler sollten untersucht und minimiert werden, da sie eine wichtige Rolle bei der endgültigen Festlegung einer Spezifikation spielen. Sobald die auf der Produktleistung basierende Spezifikation bestimmt ist, muss die endgültige Spezifikation durch den Fehlerbereich eingegrenzt werden (ref. 5). Im in Abbildung 3 gezeigten Beispiel beträgt die Spezifikation für den D50 100 +/- 20 % (oder 80–120 μm) basierend auf der Produktleistung. Beträgt der Gesamtmessfehler +/- 10 % (unter Verwendung der USP<429>Richtlinien für den D50-Wert), muss die Spezifikation auf ~90–110 μm (zur Einfachheit gerundet) verschärft werden, um sicherzustellen, dass das Produkt niemals außerhalb der Leistungsspezifikation liegt. Wenn zum Beispiel das D50 mit 110 μm gemessen wird, sind wir sicher, dass das D50 tatsächlich unter 120 μm liegt, selbst mit maximalem 10%-Fehler.
Deshalb ist es wichtig, robuste Standardarbeitsverfahren für jedes Material zu erstellen, für das wir eine veröffentlichte Spezifikation festlegen möchten. Jede Kombination aus hohem Messfehler (meist aufgrund der Entwicklung nicht optimierter Methoden) und strengen Spezifikationen erschwert die Erfüllung dieser Spezifikation. Warum das Leben schwerer machen, als es sein müsste?
Die primären Ergebnisse von dynamischen Lichtstreuungssystemen (DLS) werden typischerweise als Intensitätsverteilung angegeben. Wichtige Werte, die in DLS-basierten Spezifikationen enthalten sind, sind der intensitätsgewichtete Durchschnitt (oft als z-Durchschnitt bezeichnet) und der Polydispersitätsindex (PI), der die Verteilungsbreite quantifiziert. Mittelwerte für einen oder mehrere Spitzen können berechnet und in die Ergebnisse aufgenommen werden. Die Ergebnisse können im Vergleich zu anderen Techniken wie Laserbeugung oder Mikroskopie in eine volumenbasierte oder zahlenbasierte Verteilung umgewandelt werden.
Das primäre Ergebnis, das durch die Bildanalyse berichtet wird, ist eine Zahlenverteilung, da die Teilchen einzeln untersucht werden. Die Festlegung von Spezifikationen auf Basis der Zahlenverteilung ist akzeptabel, aber dies ist das einzige Beispiel, bei dem die Umwandlung auf eine andere Basis (d. h. Volumen) sowohl akzeptabel als auch oft bevorzugt wird. Solange genügend Teilchen untersucht werden, um die Verteilung vollständig zu definieren, führt die Umwandlung von Zahl zu Volumen nicht zu unbekannten Fehlern. Die Pharmaindustrie diskutierte das Thema auf einer von der AAPS organisierten Sitzung (Ref. 6) und kam zu dem Schluss, dass die Ergebnisse vorzugsweise als Volumenverteilungen angegeben werden.
Partikelgrößenverteilungsspezifikationen basierend auf der Bildanalysetechnik enthalten oft die Mittelwerte, D10, D50 und D90. Es sollte darauf geachtet werden, Spezifikationen nicht auf den zahlenbasierten Mittelwert zu basieren, da dieser Wert möglicherweise keine Prozessänderungen wie Fräsen oder Agglomeration erfasst (ref. 7). Die Umwandlung von der Zahlen- in die Volumenverteilung kann mit hoher Genauigkeit erfolgen, indem die typische Partikelform (kugelförmig, zylindrisch, ellipsoid, tetragonal usw.) angegeben wird.
Teilchenformparameter wie Rundung, Seitenverhältnis und Kompaktheit werden verwendet, um die Teilchenmorphologie zu beschreiben. Spezifikationen für Formparameter werden typischerweise nur mit dem zahlenbasierten Mittelwert angegeben, daher wird dies für die Festlegung von Spezifikationen empfohlen.
Die Aufgabe, eine Partikelgrößenspezifikation für ein Material festzulegen, erfordert das Wissen, welche Technik für die Analyse verwendet wird und wie die Größe die Produktleistung beeinflusst. Fehlerquellen müssen untersucht und in die endgültige Spezifikation einbezogen werden. Beachten Sie, dass im Allgemeinen verschiedene Partikelgrößen-Techniken aus verschiedenen Gründen unterschiedliche Ergebnisse liefern, darunter: die zu messende physikalische Eigenschaft, der verwendete Algorithmus, die Basis der Verteilung (Anzahl, Volumen usw.) und der Dynamikbereich des Instruments. Daher ist eine Spezifikation, die auf Laserbeugung basiert, nicht leicht mit den Erwartungen anderer Techniken wie Partikelzählung oder Siebung zu vergleichen. Eine Ausnahme von dieser Regel ist die Möglichkeit der dymanischen Bildanalyse, Siebergebnisse abzugleichen.
Der Versuch, PSD-Ergebnisse zu reproduzieren, um zu untersuchen, ob ein Material tatsächlich innerhalb einer angegebenen Spezifikation liegt, erfordert detaillierte Kenntnisse darüber, wie die Messung erfasst wurde, einschließlich Variablen wie dem Brechungsindex, Probenahmeverfahren, Probenvorbereitung, Menge und Leistung des Ultraschalls usw. Diese detaillierten Informationen sind fast nie Teil einer veröffentlichten Spezifikation und erfordern zusätzliche Kommunikation zwischen den mehreren beteiligten Parteien.

Laserstreuungs-Partikelgrößenverteilungsanalysator

Simultane multispektrale Nanopartikelverfolgungsanalyse (NTA)

Dynamische Image-Analyse

Nanopartikel-Analyzer

Laserbeugungs- und dynamisches Imaging-System zur Partikelgrößen und Formbestimmung

Zentrifugaler Nanopartikel-Analyzer

Laserstreuungs-Partikelgrößenverteilungsanalysator

BET-Oberflächenanalysatoren
Haben Sie Fragen oder Wünsche? Nutzen Sie dieses Formular, um mit unseren Spezialisten in Kontakt zu treten.