Particle Size Analysis is an analytical technique by which the distribution of sizes in a sample of solid or liquid particulate material is measured and reported. Particle size analysis is an important tool in characterizing a wide range of final-product performance factors.
Numerous analytical techniques and approaches exist for particle size analysis. Particle size analyzers range from the historical sieve to modern automated light scattering instruments. The most appropriate selection for a particular application depends on a number of factors including the size range of interest, nature of the sample, the information required from the analysis, the analytical method, and sample throughput.
Selecting the most appropriate instrument for a given application depends on a number of variables. The user must determine those factors that are most important for their application when considering the multitude of alternative particle sizing techniques and models. This page reviews key considerations in choosing a particle analysis technique.
Below is a list of considerations that should be addressed before a technique is chosen
Each of these points is discussed in more detail below.
The choice of particle size analyzer often depends on previous experience. For example, knowing the sample size range requires some sort of size analysis, even if it is simply looking at a few particles under a microscope or rubbing them between your fingers to feel them. Understanding the current technique will help clarify expected results or new needs.
Often, there is a body of literature or practice that will guide the decision making process. For example, a manufacturing plant may already have a size analyzer and they are looking for an improvement. Or, the scientific literature may be dominated by results from one technique.
It is also useful to think about the importance of correlation to past results. For example, some manufacturers need to match historical sieve data or laser diffraction data in order to ensure they do not upset their customer’s processes. Many find that an updated technique allows them to escape old analytical problems such as poor resolution and do not want any correlation.
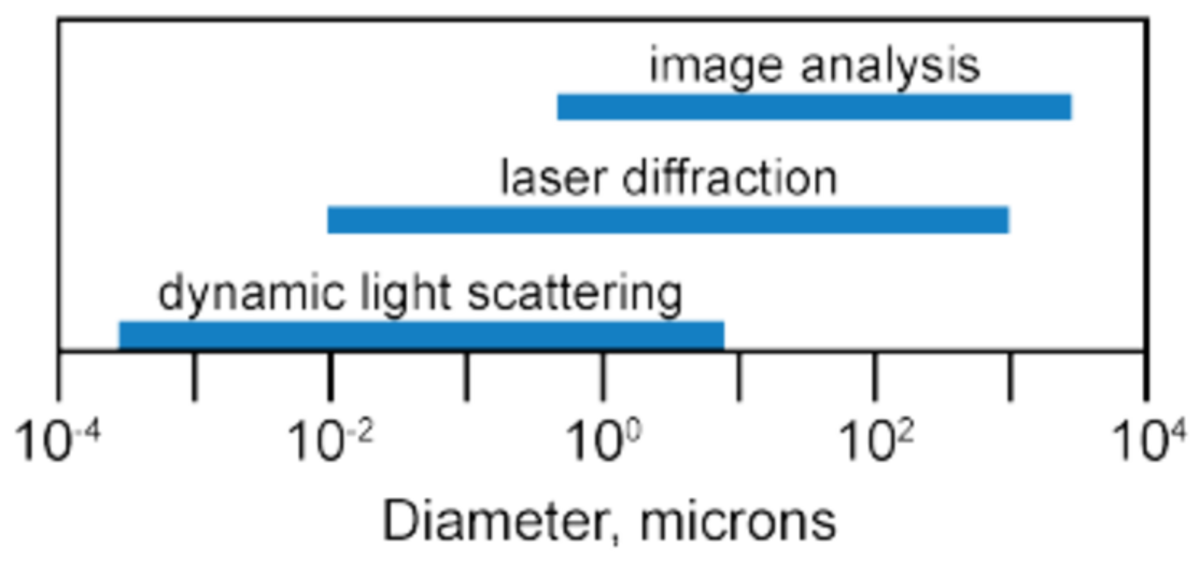
Figure 1: Approximate size ranges of common particle sizing techniques
To choose between different techniques, the size range is usually the prime factor. The chosen technique should identify not just the median size, but the full range of sizes in the distribution. In cases where more than one instrument covers the desired size range, consider other possible samples and possible future developments. For example, a new product with a larger particle size may be introduced in the future. This may suggest that the analyzer with the higher upper size limit is a better choice than an analyzer with a smaller lower size limit. Figure 1 shows the size ranges of some techniques.
A note of caution: The stated size range for an analyzer does not apply for all samples and all cases. Choosing an analyzer such that the particle size of the sample is in the middle of the instrument size range is almost always wise. In general the data is better and you are better able to work with variations in particle size about your expected value.
The material to be analyzed is important in choosing a technique as material properties are important when presenting the sample to the analyzer. Here are some questions to ask:
Is the material Free Flowing? Water soluble? A dry powder? A dispersion (what liquid)? An emulsion?
Are there safety and environmental considerations?
Different analytical techniques allow the use of different accessories or sampling systems that may be more appropriate for the material of interest. Consultation with the vendor's experts will help in determining the most appropriate selection. For example, a fragile agglomerated powder or highly-soluble material would be best analyzed as a dry powder by static light scattering instruments.
Materials with limited availability or that are toxic or expensive would require a small volume measurement cell available with several different analyzer systems.
Different particle size analyzers present different information about the particle sample. If this additional information is important, it is worth learning if the sample is appropriate for a technique that provides the information. For example, if particle size is large enough, then image analysis can be used to determine both particle size and particle shape. Or, if the primary interest is dissolution or catalytic activity then surface area is critical and a surface area analyzer may be a wiser choice than a size analyzer.
Desired information can also include different points about the distribution. For example, if quantifying large particle impurities in a material with small particles is important, than laser diffraction is often better than dynamic light scattering. Or, if the only important information is the size of the largest particles, an inexpensive Hegman gauge may be the best choice.
A large amount of information is useful for tracking process issues. A fast analysis means that a formulation scientist can quickly identify what strategy works. All of this requires throughput, either to run many samples in one day or to allow faster decision making. Throughput is best considered in terms of the overall measurement process, from sample preparation to measurement and reporting, until the instrument is clean and ready for the next analysis.
Laser diffraction has the fastest throughput of the major analysis techniques, followed by dynamic light scattering, then dynamic image analysis.
Some materials are manufactured by the ton. Some is synthesized by the milligram. Different particle analyzers and techniques require different amounts of samples, from micrograms to grams. Thus, sample amount can be a consideration. Often, small sample quantities require slightly more expensive analyzers. And the smallest sample cells with volumes measured in microliters require careful attention to cleaning.
For submicron samples, the lowest sample volumes are achieved with dynamic light scattering and just a few micrograms of particles are required. For larger particle sizes, laser diffraction results can be achieved with milligrams of material.
The expense of poor or slow analysis results (such as poor manufacturing quality) must be balanced against the cost of analysis, including equipment purchase, consumables, and laboratory labor. Additional considerations are cost and frequency of down time. And finally, the availability of training materials and classes will help ensure that personnel remain up-to-date and new personnel are rapidly trained. That is, training costs are minimized.
Modern analyzers tend to incorporate features that dramatically lower operating costs while slightly increasing initial costs. For example, high reliability, precision, and continued availability of training and support mean higher productivity due to tighter control on production processes. Automated measurements can provide constant feedback, reduce operator error, and allow the operator to focus on unusual events or process improvement rather than routine measurement activities.
Knowing the answers to the questions above will allow the analyst to rapidly identify appropriate particle analysis techniques. This information, along with results from analysis in a supplier applications lab or on-site demonstration will allow confident identification of the best technique and instrument for a particular laboratory.

Laser Diffraction and Dynamic Imaging Particle Size and Shape Analyzer

Laser Scattering Particle Size Distribution Analyzer

Laser Scattering Particle Size Distribution Analyzer

Simultaneous Multispectral Nanoparticle Tracking Analysis (NTA)

Nanoparticle Analyzer

Dynamic Image Analysis

Centrifugal Nanoparticle Analyzer

BET Surface Area Analyzers
Sie haben Fragen oder Wünsche? Nutzen Sie dieses Formular, um mit unseren Spezialisten in Kontakt zu treten.