L'élaboration d'une spécification granulométrique pertinente et adaptée au produit nécessite de connaître son impact sur les performances du produit, ainsi que de comprendre comment interpréter les résultats pour une technique donnée. Cette section fournit des lignes directrices pour la définition de spécifications granulométriques pour les matériaux particulaires, principalement lors de l'utilisation de la technique de diffraction laser, mais aussi des informations sur la diffusion dynamique de la lumière (DLS) et l'analyse d'images.
Différentes techniques de granulométrie rapportent des résultats primaires basés sur le nombre, le volume, le poids, la surface ou l'intensité. En règle générale, les spécifications doivent être basées sur le format du résultat primaire pour une technique donnée. La diffraction laser génère des résultats basés sur des distributions volumiques et toute spécification doit être basée sur le volume. De même, une base d'intensité doit être utilisée pour les spécifications DLS, le volume pour le tamisage ou la diffraction laser, et le nombre pour l'analyse d'images. La conversion vers une autre base, telle que le nombre, bien que possible dans le logiciel, est déconseillée car elle introduit une erreur significative. L'exception à cette règle est la conversion d'un résultat numérique issu d'une technique telle que l'analyse d'images en une base volumique (réf. 1). L'erreur impliquée est généralement très faible dans ce cas.
Bien qu'il soit tentant d'utiliser un seul nombre pour représenter une distribution granulométrique (DSP), et donc la spécification du produit, ce n'est généralement pas une bonne idée. Dans la quasi-totalité des cas, un seul point de données ne suffit pas à décrire correctement une distribution de points de données. Cela peut facilement entraîner des malentendus et ne fournit aucune information sur l'étendue de la distribution. Les utilisateurs moins expérimentés peuvent penser que la « taille moyenne des particules » peut décrire correctement une distribution granulométrique, mais cela implique d'attendre une réponse basée sur une moyenne calculée. Si l'on est contraint d'utiliser un seul nombre calculé pour représenter le point médian d'une distribution granulométrique, la pratique courante consiste à indiquer la médiane et non la moyenne. La médiane est le calcul le plus stable généré par diffraction laser et devrait être la valeur utilisée pour une spécification à un seul point dans la plupart des cas.
Plutôt que d'utiliser un seul point de la distribution comme spécification, il est suggéré d'inclure d'autres paramètres de taille afin de décrire la largeur de la distribution. L'étendue est un calcul courant pour quantifier la largeur de la distribution : (D90 – D10) / D50. Cependant, il est rare que l'étendue soit intégrée à une spécification granulométrique. La pratique la plus courante consiste à inclure deux points décrivant les parties les plus grossières et les plus fines de la distribution. Il s'agit généralement des points D90 et D10. Suivant la même convention que le D50, le D90 décrit le diamètre où 90 % de la distribution présente une granulométrie plus petite et 10 % une granulométrie plus grande. Le diamètre D10 présente 10 % de granulométrie plus petite et 90 % de granulométrie plus grande. Une spécification en trois points incluant les points D10, D50 et D90 sera considérée comme complète et appropriée pour la plupart des matériaux particulaires.
La manière dont ces points sont exprimés peut varier. Certaines spécifications utilisent un format où les D10, D50 et D90 ne doivent pas dépasser la taille (NMT) indiquée.
Bien qu'une seule taille soit indiquée pour chaque point, il existe une plage implicite de tailles acceptables (c'est-à-dire que le D50 est acceptable s'il est compris entre 20 et 80 μm).
Alternativement, une plage de valeurs peut être explicitement indiquée.
Cette approche définit mieux la distribution des tailles acceptables, mais peut être perçue comme trop compliquée pour de nombreux matériaux.
Il peut également être tentant d'exiger que 100 % de la distribution soit inférieure à une taille donnée. Cela implique de calculer le D100, ce qui n'est pas recommandé. Le résultat du D100 (et, dans une moindre mesure, le D0) est le calcul le moins fiable de toute expérience. Toute légère perturbation pendant la mesure, telle qu'une bulle d'air ou une fluctuation thermique, peut influencer significativement la valeur du D100. De plus, les statistiques nécessaires au calcul de cette valeur (et d'autres valeurs « extrêmes » telles que le D99, le D1, etc.) sont moins fiables, car le nombre de particules « plus grandes » et « plus petites » peut être limité. Compte tenu de la large dispersion possible des résultats du D100, il est déconseillé de l'utiliser pour établir des spécifications impliquant une déclaration selon laquelle 100 % des particules sont inférieures à une taille donnée.
En fin de compte, la sophistication de la spécification devrait dépendre de l'influence de la granulométrie sur les performances du produit. Étant donné que certaines personnes s'interrogent sur la « taille moyenne », il n'est pas surprenant que certaines spécifications soient basées sur un diamètre moyen. Cette approche est compliquée par le fait que plusieurs valeurs moyennes peuvent être calculées et reportées dans le résultat (réf. 2). La valeur moyenne la plus courante observée lors de l'utilisation de la diffraction laser est la moyenne volumique, ou D4,3. Cette valeur est très sensible à la présence de grosses particules dans la distribution. Il est judicieux d'utiliser ou d'inclure la valeur D4,3 dans la spécification si les performances du produit sont sensibles à la présence de grosses particules. L'autre valeur moyenne parfois utilisée est la D3,2, ou moyenne surfacique. Cette valeur n'est généralement utilisée que pour les produits sous forme d'aérosol ou de spray.
Figure 1 : L’erreur apparaît exagérée sur l’axe Y en raison de l’étroitesse du PSD.
D'autres spécifications publiées se basent sur le pourcentage en dessous d'une taille de particule donnée, par exemple : 50 % en dessous de 20 µm et 90 % en dessous de 100 µm. Ce type de spécification est basé sur des points le long de l'axe des Y (qui indique le pourcentage de fréquence), contrairement à l'axe des X (qui indique le diamètre), comme dans les exemples précédents. Bien que cette approche ait été utilisée dans de nombreuses spécifications, il est important de comprendre la différence entre l'utilisation des axes des X (taille) et des Y (pourcentage). Toute mesure comporte une erreur qui doit toujours être prise en compte lors de l'établissement d'une spécification.
Dans l'exemple illustré à la figure 1, le D50 est de 100 μm avec une erreur de +/- 5 % sur l'axe des abscisses (taille). Cette erreur inclut toutes les sources, telles que l'échantillonnage et la préparation des échantillons. La même erreur atteint +/- 20 % lorsqu'elle est reportée sur l'axe des ordonnées (pourcentage). Une erreur de +/- 5 % est plus intéressante qu'une erreur de +/- 20 %, même avec la même marge d'erreur réelle. Le degré d'exagération de l'erreur sur l'axe des ordonnées par rapport à celle sur l'axe des abscisses dépend de la pente de la courbe de distribution.
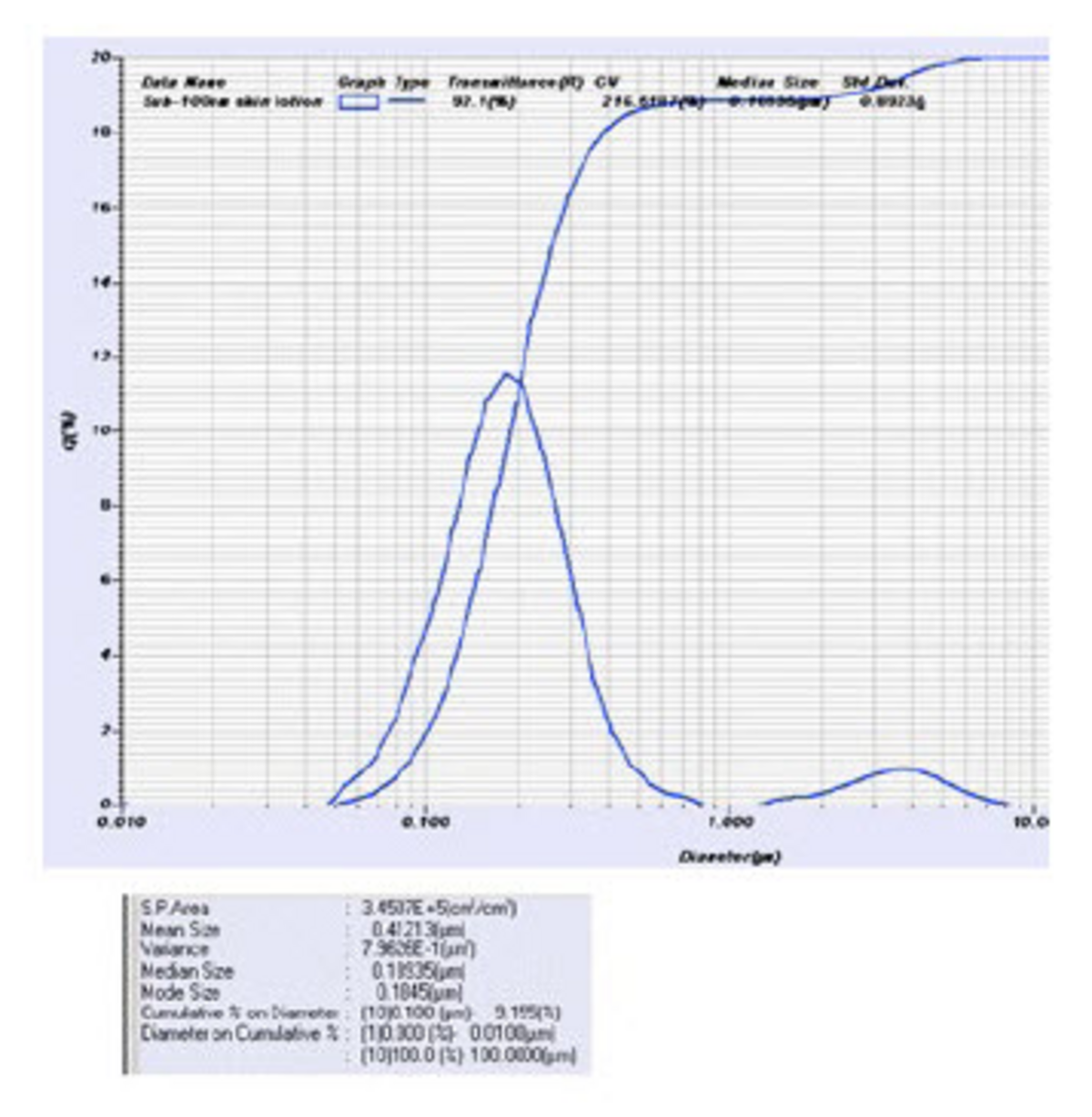
Figure 2 : Dans cet exemple, le pourcentage de PSD est indiqué à 100 nm.
Il existe des applications où le pourcentage en dessous d'une taille de particule donnée est un résultat important. Récemment, la présence de « nanoparticules » (dont au moins une dimension est inférieure à 100 nm) dans des produits tels que les cosmétiques a suscité un intérêt. Le logiciel de calcul de la densité particulaire (PSD) devrait pouvoir facilement indiquer le pourcentage en dessous de n'importe quelle taille ; dans ce cas, le pourcentage en dessous de 100 nm (Figure 2). Dans le logiciel LA-960, ce pourcentage est affiché sous la forme « Diamètre sur % cumulé ». Dans l'exemple ci-dessous, la valeur du pourcentage inférieur à 100 nm est de 9,155 %.
Plusieurs points méritent d'être mentionnés concernant la spécification du pourcentage inférieur à 100 nm, comme dans cet exemple en particulier, et pour les matériaux submicroniques en général. La distribution granulométrique dépend de nombreux facteurs, dont la méthode de préparation de l'échantillon. La technique de diffraction laser est optimale dans une certaine plage de concentration particulaire. Cela nécessite parfois une dilution des échantillons. Dans certains cas, cette dilution peut modifier l'état des particules et affecter la distribution granulométrique apparente. De plus, l'application d'énergie ultrasonore peut améliorer la dispersion des agglomérats, ce qui peut modifier considérablement le résultat.
Il existe actuellement deux normes internationales reconnues concernant l'utilisation de la diffraction laser : l'ISO 13320 (réf. 3) et l'USP<429> (réf. 4). Ces deux normes stipulent que les échantillons doivent être mesurés au moins trois fois et que la reproductibilité doit respecter des directives spécifiques. Il est à noter que cela implique trois mesures indépendantes (préparation de l'échantillon, mesure, vidage de l'instrument et répétition). Le coefficient de variation (COV, ou (écart-type/moyenne)*100) de l'ensemble de mesures doit être inférieur à 3 % à D50 et à 5 % à D10 et D90 pour satisfaire aux exigences de la norme ISO 13320. Ces directives passent à moins de 10 % à D50 et à moins de 15 % à D10 et D90 lorsque les exigences de l'USP<429> sont respectées. Enfin, les directives doublent toutes lorsque le D50 du matériau est inférieur à 10 µm.
Bien qu'il soit recommandé de suivre les directives ISO ou USP pour tester la reproductibilité, cela fait généralement partie d'une spécification ou d'une procédure interne. Les spécifications présentées aux clients potentiels n'incluent généralement pas les valeurs de reproductibilité.
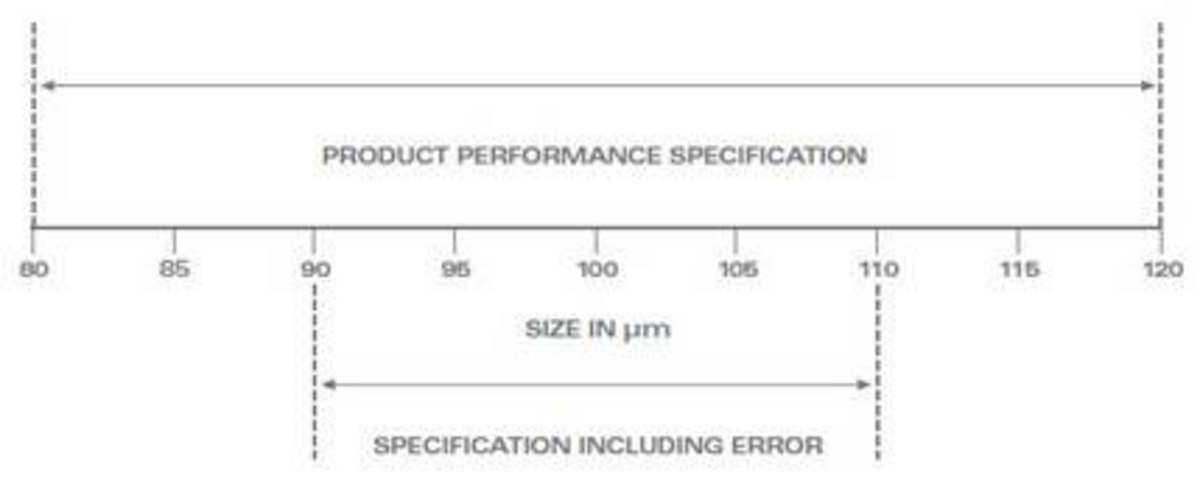
Figure 3 : Si l'erreur de mesure totale est de +/- 10 %, la spécification doit être resserrée afin de garantir que le produit reste dans les spécifications de performance.
Les erreurs de reproductibilité évoquées ci-dessus doivent être étudiées et minimisées, car elles jouent un rôle important dans la définition finale d'une spécification. Une fois la spécification basée sur les performances du produit déterminée, la spécification finale doit être réduite en fonction de la plage d'erreur (réf. 5). Dans l'exemple de la figure 3, la spécification pour le D50 est de 100 +/- 20 % (ou 80–120 μm) basée sur les performances du produit. Si l'erreur de mesure totale est de +/- 10 % (selon les recommandations USP<429> pour la valeur du D50), la spécification doit être resserrée à environ 90–110 μm (arrondie pour plus de simplicité) afin de garantir que le produit ne soit jamais hors des spécifications de performance. Par exemple, si le D50 est mesuré à 110 μm, nous sommes certains qu'il est en réalité inférieur à 120 μm, même avec une erreur maximale de 10 %.
C'est pourquoi il est important de créer des procédures opérationnelles normalisées robustes pour tout matériau pour lequel nous souhaitons publier une spécification. Toute combinaison d'erreurs de mesure élevées (généralement dues à un développement de méthodes non optimisé) et de spécifications strictes compliquera le respect de ces spécifications. Pourquoi se compliquer la vie ?
Les principaux résultats des systèmes de diffusion dynamique de la lumière (DLS) sont généralement présentés sous forme de distribution d'intensité. Les valeurs clés incluses dans les spécifications basées sur la DLS sont la moyenne pondérée de l'intensité (souvent appelée moyenne z) et l'indice de polydispersité (IP), qui quantifie la largeur de la distribution. Les valeurs moyennes d'un ou plusieurs pics peuvent être calculées et incluses dans les résultats. Ces derniers peuvent être convertis en une distribution volumique ou numérique lors de la comparaison avec d'autres techniques telles que la diffraction laser ou la microscopie.
Le principal résultat rapporté par l'analyse d'images est une distribution numérique, les particules étant inspectées une par une. Définir des spécifications basées sur la distribution numérique est acceptable, mais il s'agit du seul exemple où la conversion vers une autre base (par exemple, le volume) est à la fois acceptable et souvent préférée. Tant qu'un nombre suffisant de particules est inspecté pour définir pleinement la distribution, la conversion du nombre au volume n'introduit pas d'erreurs inconnues dans le résultat. L'industrie pharmaceutique a discuté de ce sujet lors d'une réunion organisée par l'AAPS (réf. 6) et a conclu que les résultats sont de préférence rapportés sous forme de distributions volumiques.
Les spécifications de distribution granulométrique basées sur l'analyse d'images incluent souvent la moyenne, les valeurs D10, D50 et D90. Il convient d'éviter de baser les spécifications sur la moyenne numérique, car cette valeur peut ne pas refléter les variations du procédé, telles que le broyage ou l'agglomération (réf. 7). La conversion de la distribution numérique en distribution volumique peut être réalisée avec une grande précision en spécifiant la forme typique des particules (sphérique, cylindrique, ellipsoïdale, tétragonale, etc.).
Les paramètres de forme des particules, tels que la rondeur, le rapport d'aspect et la compacité, servent à décrire la morphologie des particules. Les spécifications des paramètres de forme sont généralement exprimées en utilisant uniquement la valeur moyenne numérique ; il est donc recommandé de les utiliser pour définir les spécifications.
La définition d'une spécification granulométrique pour un matériau nécessite de connaître la technique d'analyse utilisée et l'impact de la granulométrie sur les performances du produit. Les sources d'erreur doivent être étudiées et intégrées à la spécification finale. Il est important de noter qu'en général, les différentes techniques de granulométrie produisent des résultats différents pour diverses raisons, notamment : la propriété physique mesurée, l'algorithme utilisé, la base de la distribution (nombre, volume, etc.) et la plage dynamique de l'instrument. Par conséquent, une spécification basée sur la diffraction laser est difficilement comparable aux attentes d'autres techniques telles que le comptage ou le tamisage des particules. Une exception à cette règle est la capacité de l'analyse d'images dynamiques à reproduire les résultats du tamisage.
Tenter de reproduire les résultats PSD pour déterminer si un matériau est effectivement conforme à une spécification déclarée nécessite une connaissance détaillée de la manière dont la mesure a été acquise, y compris des variables telles que l'indice de réfraction, la procédure d'échantillonnage, la préparation de l'échantillon, la quantité et la puissance des ultrasons, etc. Ces informations détaillées ne font presque jamais partie d'une spécification publiée et nécessiteraient des communications supplémentaires entre les multiples parties impliquées.

Granulomètre par diffusion laser

Simultaneous Multispectral Nanoparticle Tracking Analysis (NTA)

Analyseur de particules à imagerie directe

Analyse d'image dynamique

Analyseur de nanoparticules

Analyseur de taille et de forme des particules par diffraction laser et analyse dynamique des images

Analyseur de nanoparticules à centrifugation

Granulomètre par diffusion laser

BET Flowing Gas Surface Area Analyzers

Analyseurs de surface spécifique BET
Vous avez des questions ou des demandes ? Utilisez ce formulaire pour contacter nos spécialistes.