Homogenization Process
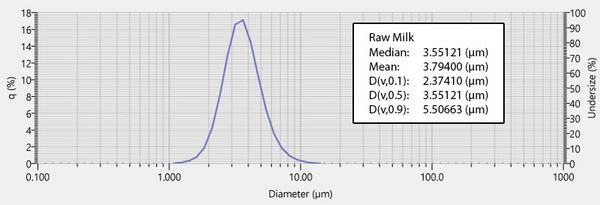
Milk is an oil-in-water emulsion, with the fat globules dispersed in a continuous phase of skim milk. If raw milk were left to stand the fat globules would form a cream layer and rise to the surface.
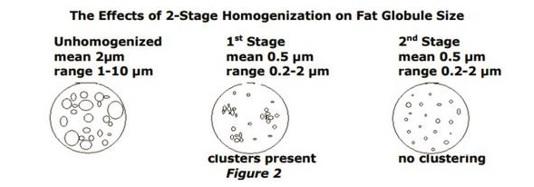
Homogenization is a mechanical process used to reduce the size of the fat globules in the milk. The net result of this process is a decreased creaming rate according to Stokes’ Law, reduced clustering during creaming, and better density matching with the continuous phase.
The homogenization process reduces the globule size by passing milk under high pressure through a tiny orifice. To understand the mechanism, consider a conventional homogenizing valve (Figure 1) processing an emulsion such as milk at a flow rate of 20,000 l/hr. As it first enters the valve, liquid velocity is about 4 to 6 m/s. It then moves into the gap between the valve and the valve seat and its velocity increases to 120 meters/sec in about 0.2 milliseconds. The liquid then moves across the face of the valve seat and exits in about 50 microseconds. The homogenization phenomenon is completed before the fluid leaves the area between the valve and the seat.
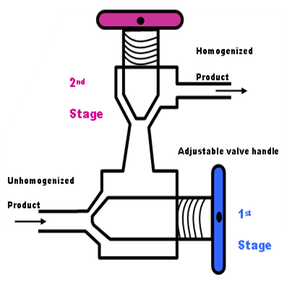
Figure 1