A criação de uma especificação de tamanho de partícula significativa e adequada ao produto requer conhecimento do seu efeito no desempenho do produto, além da compreensão de como os resultados devem ser interpretados para uma determinada técnica. Esta seção fornece diretrizes para definir especificações de tamanho de partícula em materiais particulados — principalmente ao usar a técnica de difração a laser, mas também com informações sobre espalhamento dinâmico de luz (DLS) e análise de imagem.
Diferentes técnicas de dimensionamento de partículas reportam resultados primários com base em número, volume, peso, área superficial ou intensidade. Como regra geral, as especificações devem ser baseadas no formato do resultado primário para uma determinada técnica. A difração a laser gera resultados com base em distribuições de volume e qualquer especificação deve ser baseada em volume. Da mesma forma, uma base de intensidade deve ser usada para especificações de DLS, volume para peneiramento ou difração a laser e número para análise de imagem. A conversão para outra base, como número — embora possível no software — é desaconselhável, pois introduz um erro significativo. A exceção a esta diretriz é a conversão de um resultado baseado em número, de uma técnica como análise de imagem, para uma base de volume (ref. 1). O erro envolvido é geralmente muito baixo neste cenário.
Embora seja tentador usar um único número para representar a distribuição granulométrica (PSD) e, consequentemente, a especificação do produto, isso geralmente não é uma boa prática. Em quase todos os casos, um único ponto de dados não consegue descrever adequadamente uma distribuição de pontos de dados. Isso pode facilmente levar a mal-entendidos e não fornece informações sobre a amplitude da distribuição. Usuários menos experientes podem acreditar que o "tamanho médio da partícula" descreve adequadamente uma distribuição granulométrica, mas isso implica esperar uma resposta baseada em uma média calculada. Se for necessário usar um único número calculado para representar o ponto médio de uma distribuição granulométrica, a prática comum é relatar a mediana e não a média. A mediana é o cálculo mais estável gerado pela difração a laser e deve ser o valor usado para uma especificação de ponto único na maioria dos casos.
Em vez de usar um único ponto na distribuição como especificação, sugere-se incluir outros parâmetros de tamanho para descrever a largura da distribuição. A amplitude (span) é um cálculo comum para quantificar a largura da distribuição: (D90 – D10) / D50. No entanto, é raro ver a amplitude como parte de uma especificação de tamanho de partícula. A prática mais comum é incluir dois pontos que descrevem as partes mais grossas e mais finas da distribuição. Estes são tipicamente o D90 e o D10. Usando a mesma convenção do D50, o D90 descreve o diâmetro onde noventa por cento da distribuição tem um tamanho de partícula menor e dez por cento tem um tamanho de partícula maior. O diâmetro D10 tem dez por cento menor e noventa por cento maior. Uma especificação de três pontos, apresentando o D10, D50 e D90, será considerada completa e apropriada para a maioria dos materiais particulados.
A forma como esses pontos são expressos pode variar. Algumas especificações usam um formato em que D10, D50 e D90 não devem ser maiores que (NMT) um tamanho especificado.
Embora apenas um tamanho seja especificado para cada ponto, existe uma faixa implícita de tamanhos aceitáveis (ou seja, o D50 é aprovado se estiver entre 20 e 80 μm).
Alternativamente, pode-se declarar explicitamente um intervalo de valores.
Essa abordagem define melhor a distribuição de tamanho aceitável, mas pode ser considerada excessivamente complicada para muitos materiais.
Pode ser tentador incluir a exigência de que 100% da distribuição seja menor que um determinado tamanho. Isso implica calcular o D100, o que não é recomendado. O resultado do D100 (e, em menor grau, o D0) é o cálculo menos robusto obtido em qualquer experimento. Qualquer pequena perturbação durante a medição, como uma bolha de ar ou flutuação térmica, pode influenciar significativamente o valor do D100. Além disso, as estatísticas envolvidas no cálculo desse valor (e de outros valores "extremos", como D99, D1 etc.) não são tão robustas, pois pode não haver muitas partículas "maiores" e "menores". Dada a possível ampla dispersão dos resultados do D100, não é recomendável utilizá-lo na criação de especificações que incluam a afirmação de que 100% das partículas estão abaixo de um tamanho especificado.
Em última análise, a sofisticação da especificação deve ser determinada pela influência do tamanho das partículas no desempenho do produto. Dado que algumas pessoas questionam o “tamanho médio”, não é surpreendente que algumas especificações sejam baseadas em um diâmetro médio. Essa abordagem é complexa devido à existência de diversos valores médios que podem ser calculados e relatados nos resultados (ref. 2). O valor médio mais comum observado ao se utilizar difração a laser é a média volumétrica, ou D4,3. O D4,3 é muito sensível à presença de partículas grandes na distribuição. É recomendável utilizar ou incluir o D4,3 na especificação se o desempenho do produto for sensível à presença de partículas grandes. Outro valor médio ocasionalmente utilizado é o D3,2, ou média superficial. Esse valor é normalmente usado apenas quando o produto é um aerossol ou spray.
Figura 1: O erro aparece exagerado no eixo Y devido à estreiteza da PSD.
Outras especificações publicadas baseiam-se na porcentagem de partículas com tamanho inferior a um determinado valor, como: 50% abaixo de 20 μm e 90% abaixo de 100 μm. Esse tipo de especificação utiliza pontos ao longo do eixo y (que indica a porcentagem de frequência), em vez do eixo x (que indica o diâmetro), como nos exemplos anteriores. Embora essa abordagem tenha sido utilizada em muitas especificações, é importante compreender a diferença entre usar os eixos x (tamanho) e y (porcentagem). Todas as medições incluem uma margem de erro que deve sempre ser considerada ao definir uma especificação.
No exemplo mostrado na Figura 1, o D50 é de 100 μm com um erro de +/- 5% no eixo x (tamanho). Esse erro inclui todas as fontes, como amostragem e preparação da amostra. O mesmo erro se torna +/- 20% quando transposto para o eixo y (percentual). Apresentar um erro de +/- 5% é mais atraente do que +/- 20%, mesmo quando se expressa a mesma faixa de erro real. O grau em que o erro no eixo y é exagerado em relação ao erro no eixo x depende da inclinação da curva de distribuição.
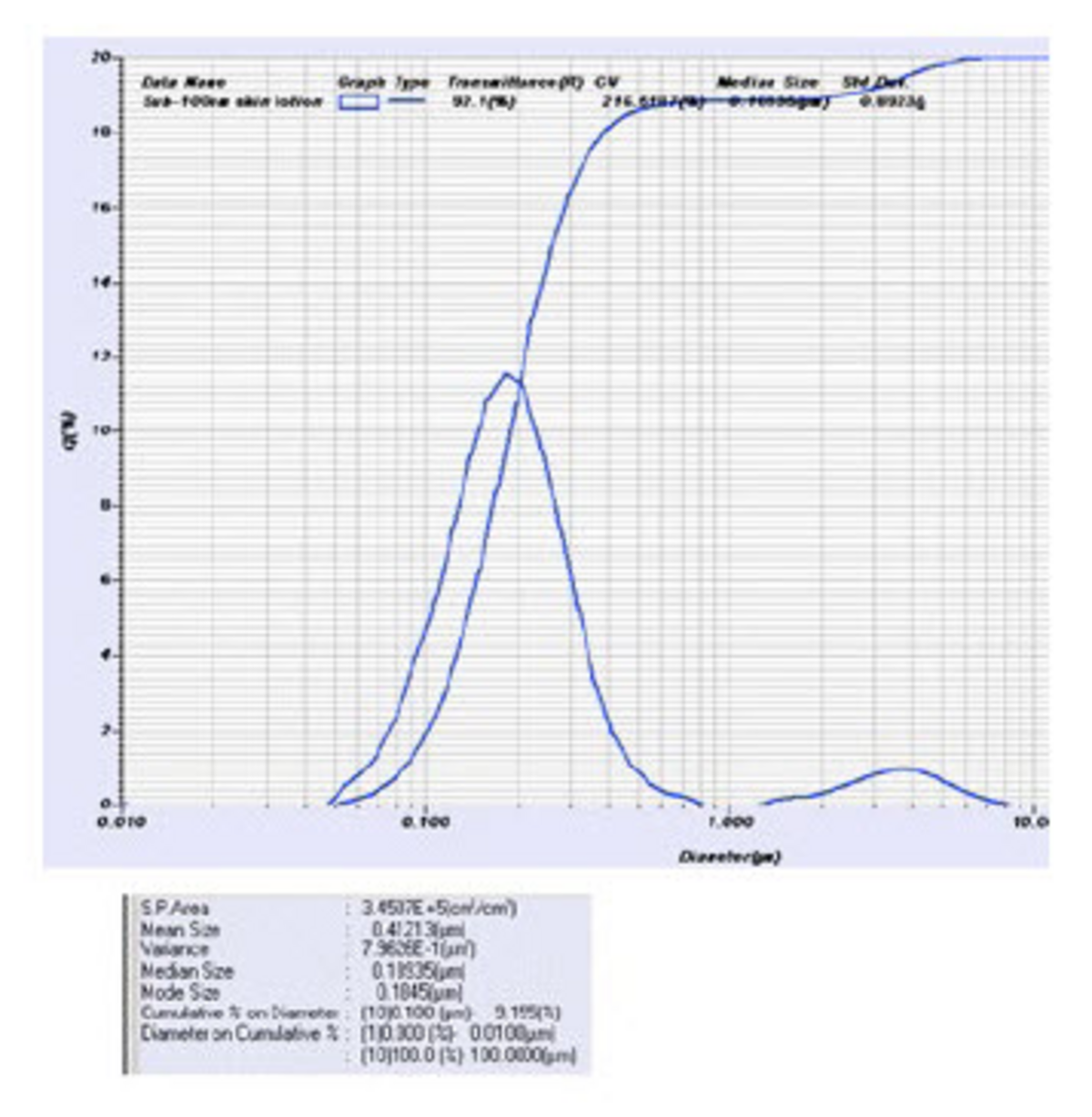
Figura 2: Neste exemplo, a porcentagem da PSD é apresentada em 100 nm.
Existem aplicações em que a porcentagem de partículas com tamanho inferior a um determinado valor é um resultado importante. Recentemente, tem havido interesse na presença de “nanopartículas” (com pelo menos uma dimensão menor que 100 nm) em produtos como cosméticos. O software que calcula a PSD (Distribuição do Tamanho de Partículas) deve ser capaz de apresentar facilmente a porcentagem de partículas com qualquer tamanho escolhido — neste caso, a porcentagem abaixo de 100 nm (Figura 2). No software LA-960, isso é exibido como “Diâmetro em % Cumulativo”. No exemplo abaixo, o valor para a porcentagem de partículas com tamanho inferior a 100 nm é apresentado como 9,155%.
Diversos pontos merecem ser mencionados em relação à especificação da porcentagem de partículas abaixo de 100 nm, como neste exemplo específico e para materiais submicrométricos em geral. A distribuição do tamanho das partículas depende de muitos fatores, incluindo o método de preparação da amostra. A técnica de difração a laser funciona melhor dentro de uma determinada faixa de concentração de partículas. Isso às vezes exige que as amostras sejam diluídas. Em alguns casos, essa diluição pode alterar o estado das partículas e afetar a distribuição aparente do tamanho. Além disso, a energia ultrassônica pode ser aplicada para melhorar a dispersão de aglomerados, o que pode alterar significativamente o resultado.
Existem atualmente duas normas internacionalmente aceitas sobre o uso da difração a laser: ISO 13320 (ref. 3) e USP<429> (ref. 4). Ambas as normas estabelecem que as amostras devem ser medidas pelo menos três vezes e a reprodutibilidade deve atender a diretrizes específicas. Observe que isso significa três medições independentes (ou seja, preparar a amostra, medir a amostra, esvaziar o instrumento e repetir). O coeficiente de variação (CV, ou (desvio padrão/média)*100) para o conjunto de medições deve ser inferior a 3% no D50 e inferior a 5% no D10 e D90 para atender aos requisitos da ISO 13320. Essas diretrizes mudam para menos de 10% no D50 e menos de 15% no D10 e D90 ao seguir os requisitos da USP<429>. Finalmente, as diretrizes dobram quando o D50 do material é inferior a 10 μm.
Embora seja recomendável seguir as diretrizes da ISO ou da USP para testar a reprodutibilidade, isso geralmente faz parte de uma especificação ou procedimento interno. As especificações apresentadas a potenciais clientes normalmente não incluem os valores de reprodutibilidade.
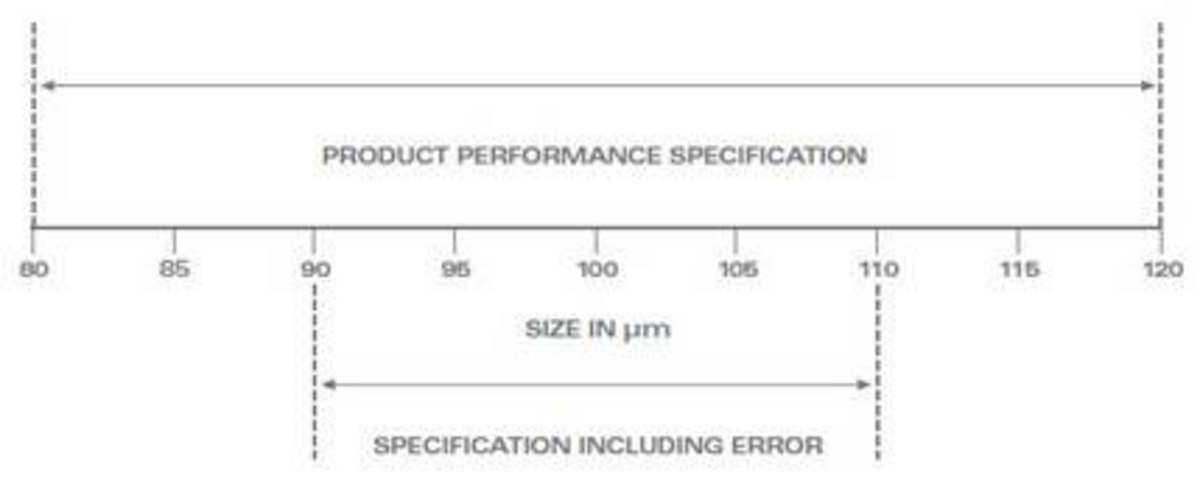
Figura 3: Se o erro total de medição for de +/- 10%, a especificação deve ser ajustada para garantir que o produto permaneça dentro das especificações de desempenho.
Os erros de reprodutibilidade discutidos acima devem ser investigados e minimizados, pois desempenham um papel importante na definição final de uma especificação. Uma vez determinada a especificação com base no desempenho do produto, a especificação final deve ser ajustada pela faixa de erro (ref. 5). No exemplo mostrado na Figura 3, a especificação para o D50 é de 100 ± 20% (ou 80–120 μm) com base no desempenho do produto. Se o erro total de medição for de ± 10% (usando as diretrizes da USP<429> para o valor de D50), a especificação deve ser ajustada para ~90–110 μm (arredondado para simplificar) para garantir que o produto nunca esteja fora da especificação de desempenho. Por exemplo, se o D50 for medido como 110 μm, temos certeza de que o D50 é, na verdade, menor que 120 μm, mesmo com um erro máximo de 10%.
Por isso, é importante criar procedimentos operacionais padrão robustos para qualquer material para o qual desejamos definir uma especificação publicada. Qualquer combinação de alto erro de medição (geralmente decorrente do desenvolvimento de métodos não otimizados) e especificações rigorosas dificultará o cumprimento dessas especificações. Por que complicar as coisas mais do que o necessário?
Os resultados primários de sistemas de espalhamento dinâmico de luz (DLS) são tipicamente relatados como uma distribuição de intensidade. Valores-chave incluídos nas especificações baseadas em DLS são a média ponderada pela intensidade (frequentemente chamada de média z) e o índice de polidispersão (PI), que quantifica a largura da distribuição. Valores médios para um ou mais picos podem ser calculados e incluídos nos resultados. Os resultados podem ser transformados em uma distribuição baseada em volume ou em número quando comparados a outras técnicas, como difração a laser ou microscopia.
O principal resultado obtido pela análise de imagem é uma distribuição numérica, visto que as partículas são inspecionadas uma a uma. Definir especificações com base na distribuição numérica é aceitável, mas este é o único exemplo em que a conversão para outra unidade (por exemplo, volume) é aceitável e, muitas vezes, preferível. Desde que um número suficiente de partículas seja inspecionado para definir completamente a distribuição, a conversão de número para volume não introduz erros desconhecidos no resultado. A indústria farmacêutica discutiu o assunto em uma reunião organizada pela AAPS (ref. 6) e concluiu que os resultados devem ser preferencialmente relatados como distribuições de volume.
As especificações de distribuição granulométrica baseadas na técnica de análise de imagem geralmente incluem os valores médios, D10, D50 e D90. Deve-se ter cuidado para evitar basear as especificações na média numérica, uma vez que esse valor pode não refletir alterações no processo, como moagem ou aglomeração (ref. 7). A conversão da distribuição numérica para a distribuição volumétrica pode ser realizada com alta precisão especificando-se a forma típica da partícula (esférica, cilíndrica, elipsoidal, tetragonal, etc.).
Parâmetros de forma de partículas, como circularidade, relação de aspecto e compacidade, são usados para descrever a morfologia das partículas. As especificações para parâmetros de forma são normalmente relatadas usando apenas o valor médio numérico, portanto, isso é recomendado para definir as especificações.
A tarefa de definir uma especificação de tamanho de partícula para um material exige conhecimento sobre qual técnica será usada para a análise e como o tamanho afeta o desempenho do produto. As fontes de erro devem ser investigadas e incorporadas à especificação final. Esteja ciente de que, em geral, diferentes técnicas de medição de tamanho de partícula produzirão resultados diferentes por uma variedade de razões, incluindo: a propriedade física que está sendo medida, o algoritmo utilizado, a base da distribuição (número, volume, etc.) e a faixa dinâmica do instrumento. Portanto, uma especificação baseada no uso de difração a laser não é facilmente comparável às expectativas de outras técnicas, como contagem de partículas ou peneiramento. Uma exceção a essa regra é a capacidade da análise dinâmica de imagens de corresponder aos resultados do peneiramento.
A tentativa de reproduzir os resultados da PSD (Distribuição do Tamanho de Partículas) para investigar se um material está de fato dentro das especificações estabelecidas exige conhecimento detalhado de como a medição foi obtida, incluindo variáveis como índice de refração, procedimento de amostragem, preparação da amostra, quantidade e potência do ultrassom, etc. Essas informações detalhadas quase nunca fazem parte de uma especificação publicada e exigiriam comunicação adicional entre as diversas partes envolvidas.

Analisador de Distribuição de Tamanho de Partículas por Dispersão de Laser

Análise simultânea de rastreamento de nanopartículas multiespectrais (NTA)

Analisador de Partículas por Imagem Direta

Análise dinâmica de imagens

Analisador de nanopartículas

Analisador de tamanho e forma de partículas por difração a laser e imagem dinâmica

Analisador de nanopartículas por centrifugação

Analisador de Distribuição de Tamanho de Partículas por Dispersão de Laser

Analisadores de área de superfície de gás em fluxo BET

Analisadores de Área de Superfície BET
Você tem alguma dúvida ou solicitação? Utilize este formulário para entrar em contato com nossos especialistas.