Proceso de homogeneización
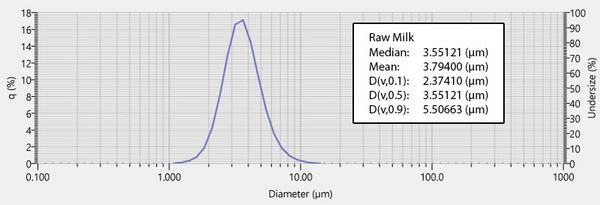
La leche es una emulsión de aceite en agua, con los glóbulos de grasa dispersos en una fase continua de leche desnatada. Si la leche cruda se dejara reposar, los glóbulos de grasa formarían una capa de crema y subirían a la superficie.
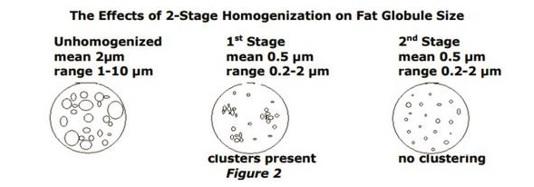
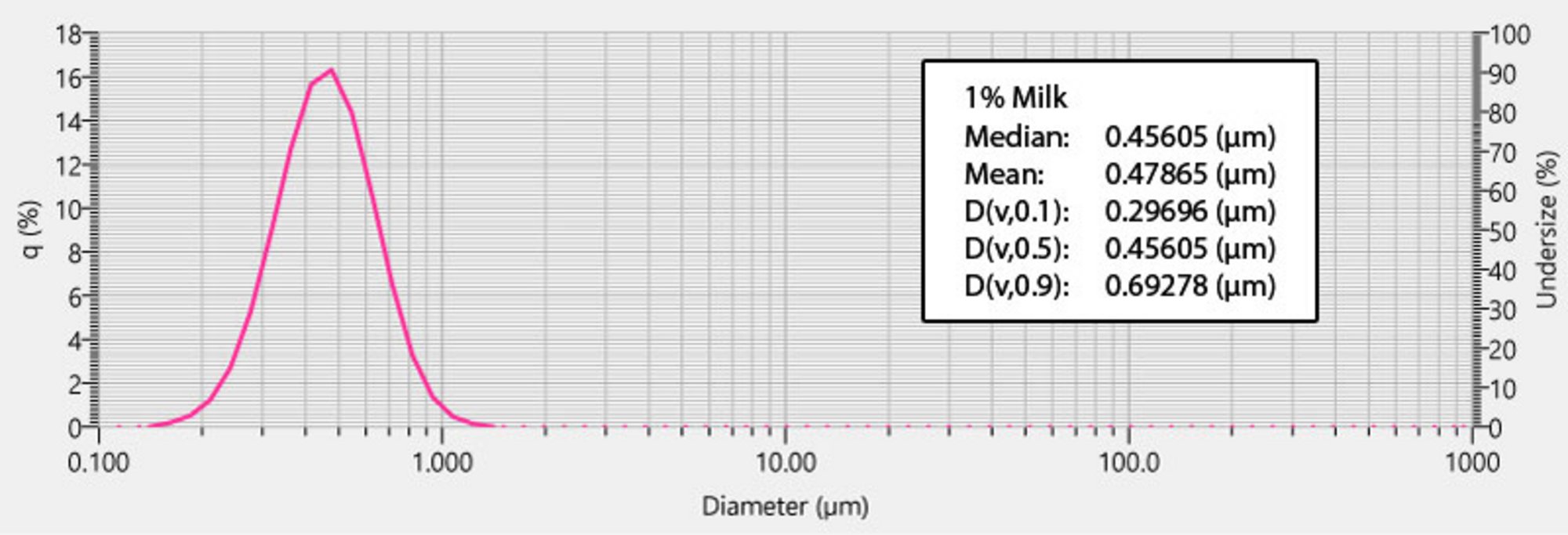
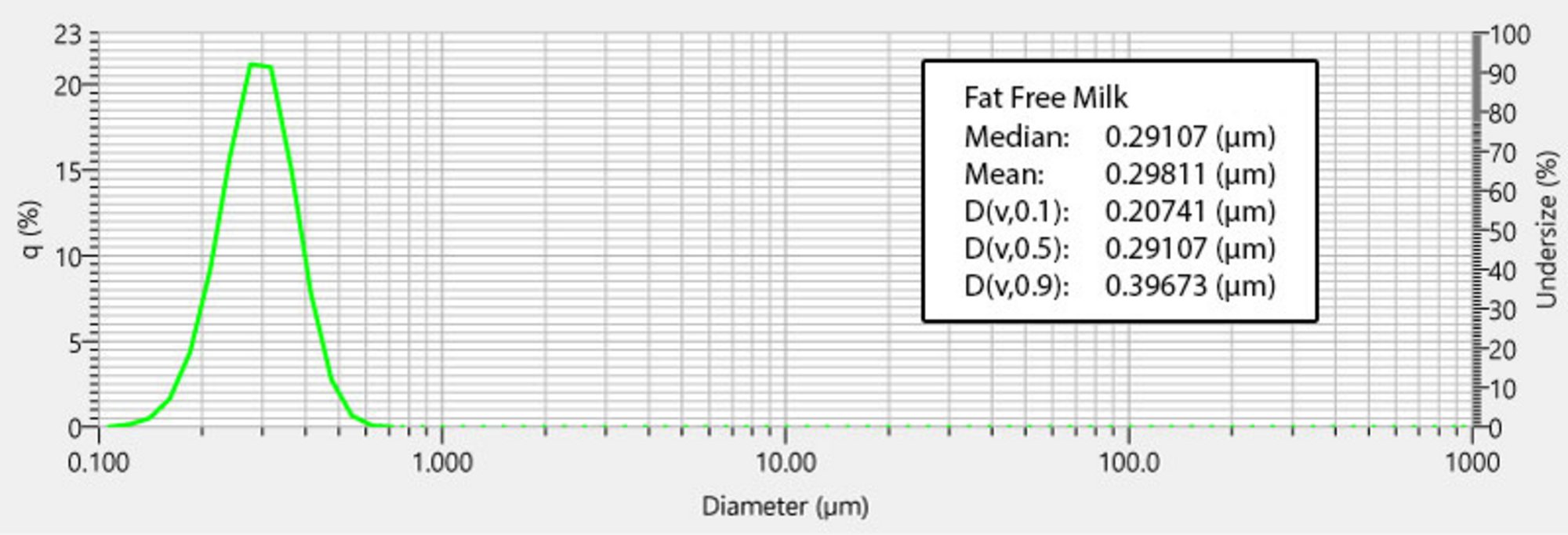
La homogeneización es un proceso mecánico utilizado para reducir el tamaño de los glóbulos de grasa en la leche. El resultado neto de este proceso es una disminución de la tasa de cremado según la Ley de Stokes, una reducción del agrupamiento durante el cremado y una mejor adaptación de densidad con la fase continua.
El proceso de homogeneización reduce el tamaño del glóbulo al pasar la leche a alta presión a través de un pequeño orificio. Para entender el mecanismo, consideremos una válvula homogeneizadora convencional (Figura 1) procesando una emulsión como la leche a un caudal de 20.000 l/h. Al entrar por primera vez en la válvula, la velocidad del líquido es de unos 4 a 6 m/s. Luego se desplaza hacia el espacio entre la válvula y el asiento de la válvula, y su velocidad aumenta a 120 metros/seg en unos 0,2 milisegundos. El líquido se mueve entonces por la cara del asiento de la válvula y sale en unos 50 microsegundos. El fenómeno de homogeneización se completa antes de que el fluido abandone el área entre la válvula y el asiento.
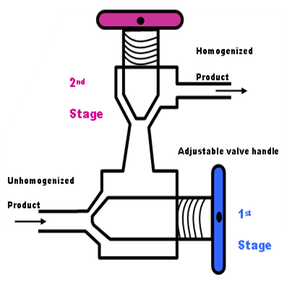
Figura 1