La creación de una especificación significativa y adecuada para el tamaño de partícula requiere conocimiento de su efecto en el rendimiento del producto, además de comprender cómo deben interpretarse los resultados para una técnica determinada. Esta sección proporciona directrices para establecer especificaciones de tamaño de partículas en materiales particulados, principalmente cuando se utiliza la técnica de difracción láser, pero también con información sobre dispersión dinámica de la luz (DLS) y análisis de imágenes.
Diferentes técnicas de dimensionamiento de partículas reportan resultados primarios basados en número, volumen, peso, superficie o intensidad. Como regla general, las especificaciones deben basarse en el formato del resultado principal para una técnica determinada. La difracción láser genera resultados basados en distribuciones de volumen y cualquier especificación debe ser basada en volumen. Del mismo modo, debe usarse una base de intensidad para las especificaciones DLS, volumen para tamizaje o difracción láser, y número para análisis de imágenes. La conversión a otra base como el número —aunque posible en el software— no es recomendable porque se introduce un error significativo. La excepción a esta directriz es convertir un resultado basado en números de una técnica como el análisis de imágenes en una base de volumen (ref. 1). El error implicado suele ser muy bajo en este escenario.
Aunque es tentador usar un solo número para representar una distribución de tamaño de partícula (PSD), y por tanto la especificación del producto, esto normalmente no es una buena idea. En casi todos los casos, un solo punto de datos no puede describir adecuadamente una distribución de datos. Esto puede llevar fácilmente a malentendidos y no proporciona información sobre el ancho de la distribución. Los usuarios menos experimentados pueden creer que el "tamaño medio de la partícula" puede describir adecuadamente una distribución de tamaño, pero esto implica esperar una respuesta basada en un promedio calculado (o media). Si se ve obligado a usar un solo número calculado para representar el punto medio de una distribución de tamaño de partícula, la práctica común es informar de la mediana y no de la media. La mediana es el cálculo más estable generado por difracción láser y debe ser el valor utilizado para una especificación puntual en la mayoría de los casos.
En lugar de usar un solo punto en la distribución como especificación, se sugiere incluir otros parámetros de tamaño para describir el ancho de la distribución. El intervalo es un cálculo común para cuantificar la anchura de distribución: (D90 – D10) / D50. Sin embargo, es raro ver la envergadura como parte de una especificación de tamaño de partícula. La práctica más común es incluir dos puntos que describan las partes más gruesas y finas de la distribución. Estos suelen ser la D90 y la D10. Siguiendo la misma convención que el D50, el D90 describe el diámetro donde el noventa por ciento de la distribución tiene un tamaño de partícula menor y el diez por ciento tiene un tamaño de partícula mayor. El diámetro del D10 es un diez por ciento más pequeño y un noventa por ciento más grande. Una especificación de tres puntos que incluya los D10, D50 y D90 se considerará completa y adecuada para la mayoría de los materiales particulados.
La forma en que se expresan estos puntos puede variar. Algunas especificaciones utilizan un formato en el que el D10, D50 y D90 no deben tener un tamaño mayor que (NMT) declarado.
Aunque solo se indica un tamaño para cada punto, existe un rango implícito de tamaños aceptables (es decir, el D50 pasa si está entre 20 y 80μm).
Alternativamente, se puede expresar explícitamente un rango de valores.
Este enfoque define mejor la distribución aceptable de tamaños, pero puede percibirse como demasiado complicado para muchos materiales.
También puede ser tentador incluir el requisito de que el 100% de la distribución sea menor que un tamaño dado. Esto implica calcular el D100, lo cual no es recomendable. El resultado de D100 (y en menor medida el D0) es el cálculo menos robusto de cualquier experimento. Cualquier pequeña alteración durante la medición, como una burbuja de aire o una fluctuación térmica, puede influir significativamente en el valor de D100. Además, las estadísticas implicadas en el cálculo de este valor (y otros valores "extremos" como el D99, D1, etc.) no son tan robustas porque puede que no haya muchas partículas "grandes" y "más pequeñas". Dada la posible amplia variedad de resultados de D100, no se recomienda usarlo en la creación de especificaciones que impliquen afirmar que el 100% de las partículas están por debajo de un tamaño especificado.
En última instancia, la sofisticación de la especificación debe estar determinada por cómo el tamaño de las partículas influye en el rendimiento del producto. Dado que algunas personas preguntan por el "tamaño medio", no es sorprendente que algunas especificaciones se basen en un diámetro medio. Este enfoque se complica por el hecho de que existen varios valores medios que pueden calcularse y reportarse en el resultado (ref. 2). El valor medio más común que se observa al usar difracción láser es la media de volumen, o D4,3. El D4,3 es muy sensible a la presencia de partículas grandes en la distribución. Es recomendable usar o incluir el D4,3 en la especificación si el rendimiento del producto es sensible a la presencia de partículas grandes. El otro valor medio que se usa ocasionalmente es el D3,2, o media superficial. Este valor solo se utiliza normalmente cuando el producto es un aerosol o spray.
Figura 1: El error parece exagerado en el eje Y debido a la estrechez del PSD.
Otras especificaciones publicadas se basan en el porcentaje por debajo de un tamaño de partícula dado, como: 50% por debajo de 20μm y 90% por debajo de 100μm. Este tipo de especificación se basa en puntos a lo largo del eje y (que indica el porcentaje de frecuencia) en lugar del eje x (que indica el diámetro) como en los ejemplos anteriores. Aunque este enfoque se ha utilizado en muchas especificaciones, es importante entender la diferencia entre usar los ejes x (tamaño) y y (porcentaje). Todas las mediciones incluyen un error que siempre debe considerarse al establecer una especificación.
En el ejemplo mostrado en la Figura 1, el D50 es de 100μm con un error de +/- 5% en el eje x (tamaño). Este error incluye todas las fuentes, como el muestreo y la preparación de la muestra. El mismo error se convierte en +/- 20% cuando se traslada al eje y (porcentaje). Indicar un error de +/- 5% es más atractivo que +/- 20%, incluso cuando se expresa el mismo rango real de error. El grado en que el error del eje y se exagera frente al eje x depende de la inclinación de la curva de distribución.
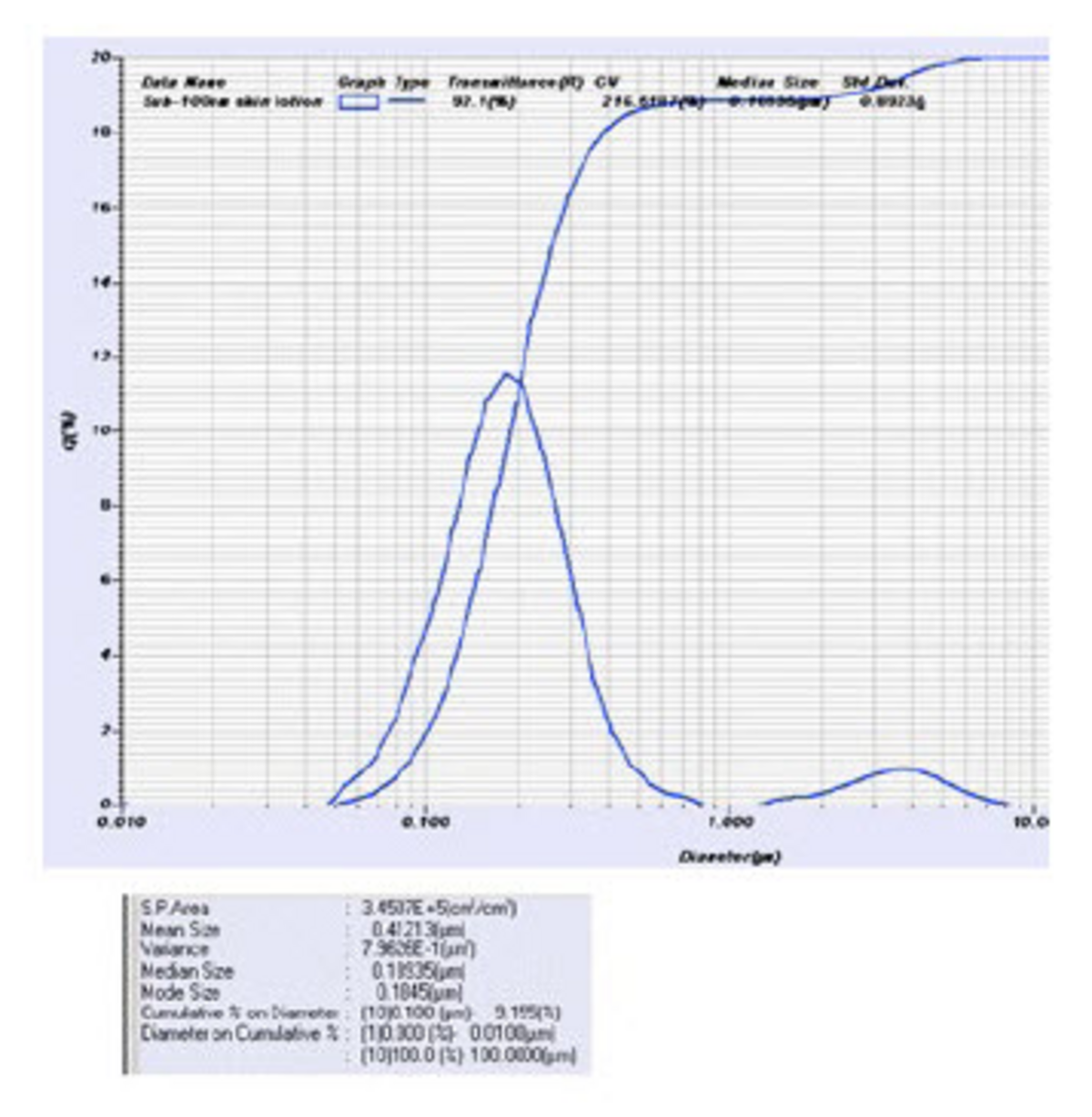
Figura 2: En este ejemplo, el porcentaje del PSD se reporta en 100 nm.
Hay aplicaciones en las que el porcentaje por debajo de un tamaño de partícula dado es un resultado importante. Recientemente ha habido interés en la presencia de "nanopartículas" (al menos una dimensión menor a 100nm) en productos como cosméticos. El software que calcula el PSD debería ser capaz de informar fácilmente el porcentaje bajo cualquier tamaño elegido—en este caso, el porcentaje por debajo de 100nm (Figura 2). En el software LA-960 esto se muestra como "Diámetro en % acumulado". En el ejemplo siguiente, el valor del porcentaje inferior a 100nm se reporta como 9,155%.
Vale la pena mencionar varios puntos en relación con la especificación en el porcentaje por debajo de 100nm, como en este ejemplo específicamente, y para materiales submicrones en general. La distribución del tamaño de las partículas depende de muchos factores, incluido el método de preparación de la muestra. La técnica de difracción láser funciona mejor dentro de un cierto rango de concentración de partículas. Esto a veces requiere que las muestras se diluyan. En algunos casos, esta dilución puede cambiar el estado de las partículas y afectar la distribución aparente de tamaño. Además, se puede aplicar energía ultrasónica para mejorar la dispersión de aglomerados, lo que puede cambiar significativamente el resultado.
Actualmente existen dos normas internacionalmente aceptadas sobre el uso de difracción láser: ISO 13320 (ref. 3) y USP<429> (ref. 4). Ambos estándares establecen que las muestras deben medirse al menos tres veces y que la reproducibilidad debe cumplir con las directrices especificadas. Ten en cuenta que esto implica tres mediciones independientes (es decir, preparar la muestra, medir la muestra, vaciar el instrumento y repetir). El coeficiente de variación (COV, o (std dev/media)*100) para el conjunto de medición debe ser inferior al 3% en el D50 y menor al 5% en el D10 y D90 para cumplir los requisitos ISO 13320. Estas directrices cambian a menos del 10% en la D50 y a menos del 15% en la D10 y D90 al cumplir los requisitos USP<429>. Finalmente, todas las directrices se duplican cuando el D50 del material es inferior a 10μm.
Aunque se sugiere seguir las directrices ISO o USP para probar la reproducibilidad, normalmente forma parte de una especificación o procedimiento interno. Las especificaciones que se muestran a los clientes potenciales normalmente no incluyen los valores de reproducibilidad.
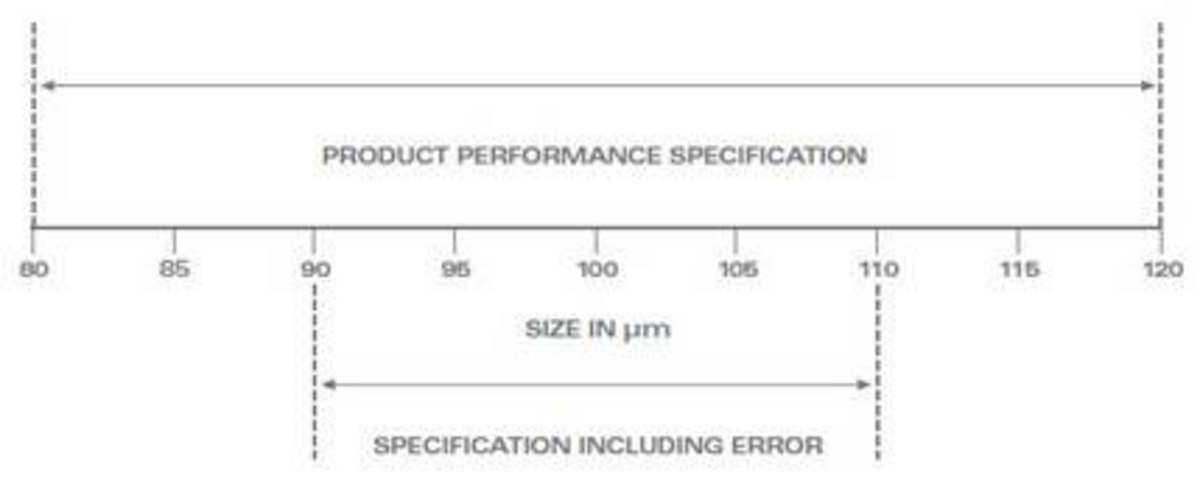
Figura 3: Si el error total de medición es +/- 10%, entonces la especificación debe ajustarse para asegurar que el producto se mantenga dentro de la especificación de rendimiento.
Los errores de reproducibilidad discutidos anteriormente deben investigarse y minimizarse porque desempeñan un papel importante en la definición final de una especificación. Una vez determinada la especificación basada en el rendimiento del producto, la especificación final debe reducirse al rango de error (ref. 5). En el ejemplo mostrado en la Figura 3, la especificación para el D50 es 100 +/- 20% (o 80–120 μm) basada en el rendimiento del producto. Si el error total de medición es +/- 10% (usando las directrices USP<429> para el valor D50), la especificación debe ajustarse a ~90–110 μm (redondeada para simplificar) para asegurar que el producto nunca se salga de la especificación de rendimiento. Por ejemplo, si el D50 se mide en 110 μm, estamos seguros de que el D50 es en realidad inferior a 120 μm incluso con un error máximo del 10%.
Por eso es importante crear procedimientos operativos estándar y robustos para cualquier material para el que queramos establecer una especificación publicada. Cualquier combinación de un alto error de medición (normalmente derivado de un desarrollo de métodos no optimizado) y especificaciones estrictas harán que cumplir esa especificación sea más difícil. ¿Por qué complicar la vida más de lo necesario?
Los resultados primarios de los sistemas de dispersión dinámica de la luz (DLS) suelen informarse como una distribución de intensidad. Los valores clave incluidos en las especificaciones basadas en DLS son el promedio ponderado por intensidad (a menudo llamado promedio z) y el índice de polidispersión (PI), que cuantifica el ancho de distribución. Se pueden calcular valores medios para uno o más picos e incluirlos en los resultados. Los resultados pueden transformarse en una distribución basada en volumen o en números al compararse con otras técnicas como la difracción láser o la microscopía.
El resultado principal reportado por el análisis de imágenes es una distribución numérica, ya que las partículas se inspeccionan una a una. Establecer especificaciones basadas en la distribución numérica es aceptable, pero este es el único ejemplo donde la conversión a otra base (es decir, volumen) es aceptable y a menudo preferida. Mientras se inspeccione un número suficiente de partículas para definir completamente la distribución, la conversión de número a volumen no introduce errores desconocidos en el resultado. La industria farmacéutica trató el tema en una reunión organizada por la AAPS (ref. 6) y concluyó que los resultados se presentan preferiblemente como distribuciones en volumen.
Las especificaciones de distribución del tamaño de partículas basadas en la técnica de análisis de imagen suelen incluir la media, los valores D10, D50 y D90. Se debe tener cuidado de no basar las especificaciones en la media basada en números, ya que este valor puede no registrar cambios en el proceso como la molienda o la aglomeración (ref. 7). La conversión de la distribución numérica a la de volumen puede realizarse con gran precisión especificando la forma típica de la partícula (esférica, cilíndrica, elipsoidal, tetragonal, etc.).
Se utilizan parámetros de forma de partícula como la redondez, la relación de aspecto y la compacidad para describir la morfología de las partículas. Las especificaciones de los parámetros de forma suelen informarse usando únicamente el valor medio basado en números, por lo que esto se recomienda para establecer especificaciones.
La tarea de establecer una especificación de tamaño de partícula para un material requiere conocimiento de qué técnica se utilizará para el análisis y cómo el tamaño afecta al rendimiento del producto. Las fuentes de error deben investigarse e incorporarse a la especificación final. Ten en cuenta que, en general, diferentes técnicas de dimensionamiento de partículas producirán resultados distintos por diversas razones, incluyendo: la propiedad física que se mide, el algoritmo utilizado, la base de la distribución (número, volumen, etc.) y el rango dinámico del instrumento. Por lo tanto, una especificación basada en el uso de difracción láser no se compara fácilmente con las expectativas de otras técnicas como el recuento de partículas o el tamizado. Una excepción a esta regla es la capacidad del análisis dimánico de imágenes para coincidir con resultados de tamiz.
Intentar reproducir los resultados de la PSD para investigar si un material está realmente dentro de una especificación establecida requiere un conocimiento detallado de cómo se obtuvo la medición, incluyendo variables como el índice de refracción, el procedimiento de muestreo, la preparación de la muestra, la cantidad y potencia de la ecografía, etc. Esta información detallada casi nunca forma parte de una especificación publicada y requeriría comunicaciones adicionales entre las múltiples partes implicadas.

Analizador de Distribución de Tamaño de Partículas por Difracción Láser

Análisis Simultáneo de Seguimiento Multiespectral de Nanopartículas (NTA)

Analizador de Partículas de Imagen Directa

Análisis Dinámico de Imágenes

Analizador de Nanopartículas

Analizador de difracción láser e imagen dinámica de partículas de tamaño y forma

Analizador Centrífugo de Nanopartículas

Analizador de Distribución de Tamaño de Partículas por Difracción Láser

Analizadores de Superficie de Gas en Flujo BET

Analizadores de Área Superficial BET
Tiene alguna pregunta o solicitud? Utilice este formulario para ponerse en contacto con nuestros especialistas.